Inserting of chamfers and rounding (G301/G302)
G301 Inserting of chamfers (Both the functions are activeonce between
G302 Inserting of roundings two traverse blocks )“Inserting of rounding" is the insertion of an arc of a circle with a given radius, passing over tangentially to the two neighboring contour elements. Under "chamfer", the insertion of a straight line, with the same angle of inclination to the neighboring contour elements, is understood.
The function G302 is provided for inserting of a rounding and the function G301 for inserting a chamfer. These functions are non-modal active and generate an insertion of precisely one contour element (circular arc or straight line). G302 or G301-blocks can be only written between blocks with active G-functions of the group "a", that means, G00, G01, G02/G03 without G05. The I-Word programmed in the same NC-block defines the radius or the chamfer width of the insertion elements. The I-word remains stored and active, that means, during the following G302/G301 with the same radius or same chamfer width, I-word need not be programmed any more. During the initial programming of G301/G302, an I-word unequal to zero must be programmed in the NC-block, otherwise, an error message is output (error, which leads to aborting of the decoding).
Effectiveness of the feedrate at G301/G302:
- If G00 follows, then a circular arc is also run with maximum possible velocity.
- If G01/G02/G03 follows, then programmed feedrate will be valid.
- In block with G301/G302 a feedrate can also be specified.
- Under active G11 and G41/G42, the feedrate is also matched.
Programming example
Chamfer: 90 deg. corner with 2 straight lines (for a chamfer 20x45 deg I=20 is specified)
N100 G00 G91 X100 Y0 F200
N110 G01 Y100
N120 G301 I20
N130 X-60
N140 G00 G90 X0 Y0 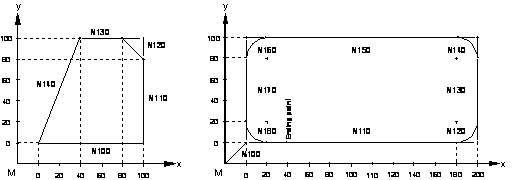
Rounding: Rectangular pocket with corner radius 20 mm, length 200 mm, width 100 mm
N100 G00 G42 X0 Y0 F200
N110 G01 G11 X200
N120 G302 I20 F150
N130 Y100 F200
N140 G302 F150
N150 X0 F200
N160 G302 F150
N170 Y0 F200
N180 G302 F150
N190 G10 X40 F200The chamfer or the rounding is always added in the plane in which the second movement block has been programmed.
Example A | Example B |
|---|---|
N100 G18 X20 | N100 G18 X20 |
Example A and B both yield the same result, contouring in the Y-Z-plane.