Radius programming (R, G163)
The radius programming is expected, if no circle center point (with I, J and/or K) is given. The value following the character R is interpreted as radius. It is used in NC-blocks with circular programming automatically. Thereby the radius statement is modal and, in case of multiple circular traverse movements with the same radius, specifying of the radius needs not to be repeated.
 | The maximum permissible circle radius is 109 mm. |
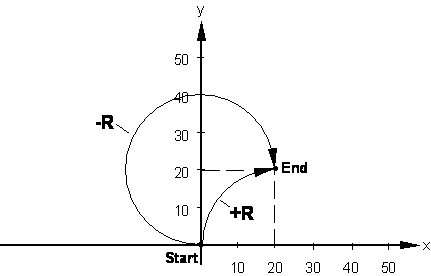
| With positive radius value a shortest possible circle and with negative radius value the largest possible circle is determined (see figure below). |
In case of indexed radius programming, (pre requisite for this is that the R-word is not used for the parameter programming; chapter Parameters and parameter calculation), as index, only 1 is possible.
If the indexed radius programming is used on the assignment side, then the index should not be programmed as a mathematical expression.
Programming example
N10 P2 = 1 3.) N10 R1 = 5 P2 = 1
permissible: N20 RP2 = 5 not permissible: N20 P3 = RP2
N10 R1 = 5
permissible: N20 P2 = R1 Programming example
N10 G90 G01 X0 Y0 F500
N20 G02 X100 R50
N30 G03 X200 R50
N10 G90 G01 X0 Y0 F500
N20 G02 R=50 (In this block still no motion)
N30 X100 (Motion block)
N10 G90 G01 X0 Y0 F500
N20 R1=50
N30 G02 X100
N40 G03 X200
N10 G90 G01 X0 Y0 F500
N20 G02 X100 R1=50
N30 G03 X200 The following programming results in an error message, since R1 is interpreted as radius with value 1.
N10 G90 G01 X0 Y0 F500
N20 R1=50
N30 G02 X100 R1Alternative to circle definition with R = "radius" or R1 = "radius" a circle radius specification can also be done using the following G-code:
G163= <radius> (modal)G163 Circle radius specification
<radius> Circle radius value
The circle definition using the radius is valid in case of selected circular interpolation until new definition or until deselection through an I- and/or J- and/or K-specification.
Programming example
(N10: Movement to origin)
(N20: Semi circle cw with end point X100 under preset)
(of circle radius by G163 (radius defintion is modal))
(N30: Semi circle ccw with end point X200 and a modal radius,)
(which has been defined in N20)
%Radiusprogramming_G163
N10 G90 G01 X0 Y0 F1000
N20 G02 G163=50 X100
N30 G03 X200
N40 M30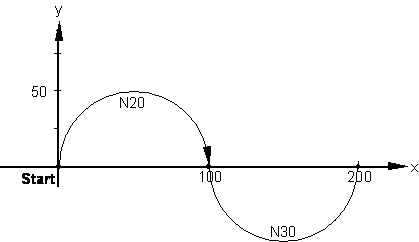
Notice | |
If the starting and end point of the circle, programmed with "R", "R1" or "G163", are identical then an error message is output. Thus, to traverse a full circle, it must be programmed with I/J/K. |