Feed rate adaptation for tool radius compensation (G10/G11)
G10 Feed rate constant (modal, default)
G11 Feed rate adapted (modal)With active G11, transition-blocks inserted by the tool radius compensation are traversed with higher speed. Moreover, concerning circular blocks, the programmed feed rate is active at the tool contact point (see Fig. 49).
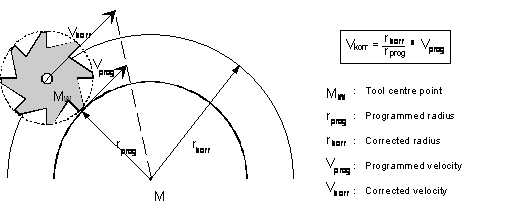 Fig.49: Adaptation of feed rate at compensated circular interpolation.
Fig.49: Adaptation of feed rate at compensated circular interpolation.