Remarks
Remarks
- If axes are released or fetched after programming of G61 or G261/G260 (polynomic contouring at block end), the contouring procedure may not be executed.
Programming example
N10 G01 X100 Y0 Z0 F1000
N20 G01 X50 Y50 G61
N30 #PUT AX [Z] ( --> Contouring procedure will not be executed)
N40 G01 X100
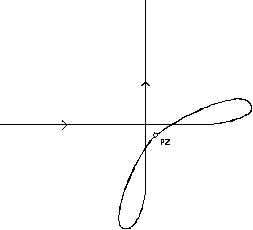
N50 M30- With interim point contouring the shape of the curve depends on the choice of the interim point. You may also get the following curve shape: