Examples
Programming example
N907090 X0 Y0
G91 G01 F6000
N01 #CONTOUR MODE [ DEV PATH_DEV=10 POST_ACTION]
N10 X100 G61 M25 (MVS_SNS)
N20 Y100 F3000
N30 X100 G61 F6000
N40 G04 X2
N50 Y100
N00 X0 Y0
N60 X100 G61
N70 Y100 M26 (MVS_SVS)
N907091 G04 X1
N23 M30Output before polynomial contour curve:
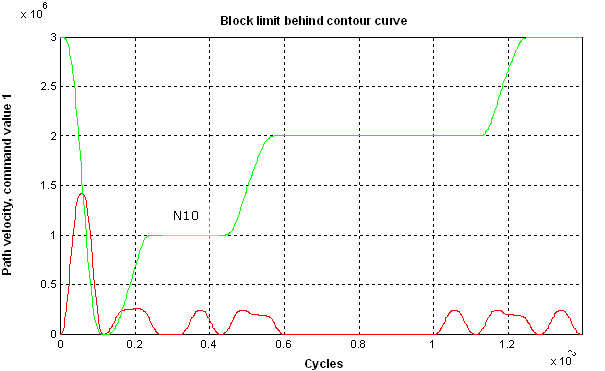
N01 #CONTOUR MODE [ DEV PATH_DEV=10.0 PRE_ACTION ]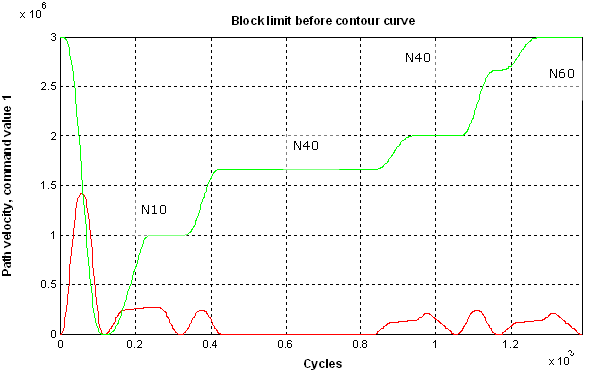
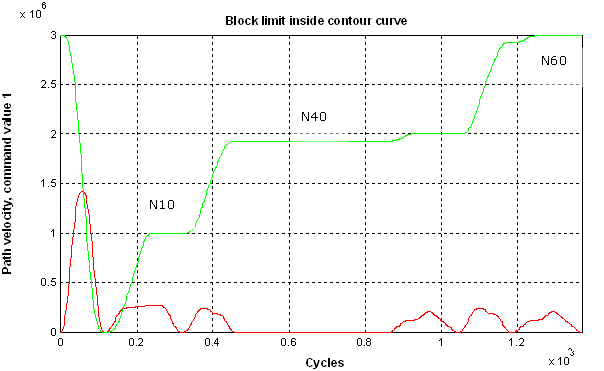
Output within polynomial contour curve:
N01 #CONTOUR MODE [ DEV PATH_DEV=10.0 INTER_ACTION ]
Output after polynomial contour curve:
N01 #CONTOUR MODE [ DEV PATH_DEV=10.0 POST_ACTION ]
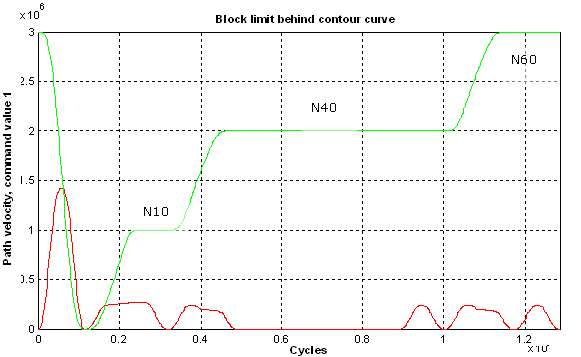
If the acknowledgement of M25 is delayed, the motion is stopped behind the contour curve and it is waited for the PLC acknowledgement.
Programming example
Changing of limit angle during contouring:
#CONTOUR MODE [DEV PATH_DEV=0.50 RELEVANT_PATH=0.1 TRACK_DEV=2 RELEVANT_TRACK=0.2]
F10000
G261
N5 #CONTOUR MODE [MAX_ANGLE=3]
N10 G01 X0 Y0 Z0 G61
N15 #CONTOUR MODE [MAX_ANGLE=4]
N20 G01 X100 Y0 Z0
N25 #CONTOUR MODE [MAX_ANGLE=5]
N30 G01 X100 Y100 Z0
N35 #CONTOUR MODE [MAX_ANGLE=6]
N40 G01 X0 Y0 Z0 G61
G260Result:
The contouring of block N<i> is always executed with the limit angle of the previous block N<i-5>.
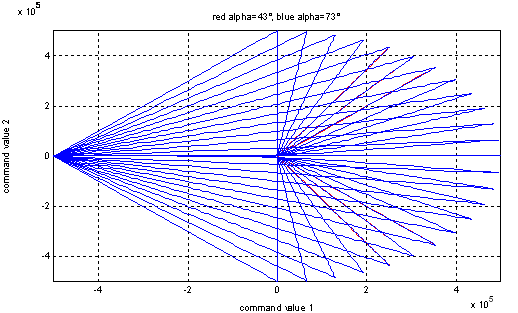
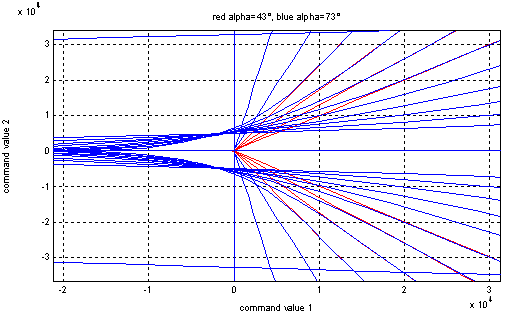
Programming example
Variation of the contour angle with constant limit angle:
#CONTOUR MODE [DEV PATH_DEV=0.50 RELEVANT_PATH=0.1 TRACK_DEV=2 RELEVANT_TRACK=0.2]
#CONTOUR MODE [RELEVANT_TRACK=0.3]
P100 = 50
F10000
#CONTOUR MODE [MAX_ANGLE=73]
N10 G01 X-P100 Y0 Z0 C0 A0
$FOR P123 = 0, 90, 7.5
N2 G01 X0 Y0 Z0 C0 A0 G61
P1 = COS[P123]*P100
P2 = SIN[P123]*P100
NP123 XP1 YP2
N100 G01 X-P100 Y0 Z0 C0 A0
$ENDFOR
$FOR P123 = 270, 370, 7.5
N120 G01 X0 Y0 Z0 C0 A0 G61
P1 = COS[P123]*P100
P2 = SIN[P123]*P100
NP123 XP1 YP2
N400 G01 X-P100 Y0 Z0 C0 A0
$ENDFOR
M30