Measurement with main axis(G100) (Type 4)
G100 <axis_name><expr> { <axis_name><expr> } [F<expr> ] (non-modal)G100 Selection measuring traverse
<axis_name><expr> Target position of measuring axis
F<expr> Measuring feed
The three primary axes may participate in the movements of the measuring block. Each axis that is programmed in the measuring block must be identified as measuring axis [2]-1. The measuring method (Type 4) must be specified [1]-1.
During measurement, the occurrence of a measuring signal is registered in the measuring block. Linear interpolation is performed between the target point, that is specified in the NC-command, and the start point (same effect as with G01). In this document, the path velocity in the measuring block is referred to as 'measuring feed'. A maximum of three primary axes may participate in a measuring traverse. The measuring feed is specified by the F-word. The movement in the measuring block must be greater than zero.
Programming example
%G100_Type_4
N10 G00 X0 Y0
N20 G100 X10 Y20 F200 ;X10/Y20 Target point of measuring traverse
... 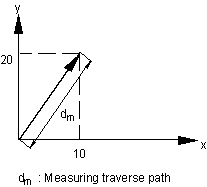 Fig.13: Programming the measuring function
Fig.13: Programming the measuring functionThe unit stops after the measuring signal has been stored. The remaining path of the measuring block is not output.
Programming example
%Meas_traverse
N10 G00 X0 Y0 Z0
N20 X5
N30 G100 X10 Y10 F500
N40 G01 X7
N50 M30 Fig. 14 shows the representation of the resulting path:
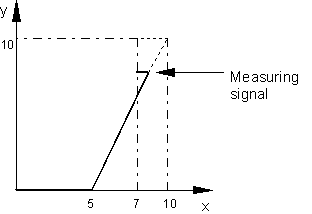 Fig.14: Programmed path
Fig.14: Programmed path