Measurement with a single axis (G100) (Type 2)
G100 <axis_name><expr> (non-modal)G100 Selection measuring traverse
<axis_name><expr> Target point of measuring axis
Exactly one axis may participate in the movements of the measuring block. The axis that is programmed in the measuring block must be identified as measuring axis [2]-1. The measuring method (Type 2) must be specified [1]-1.
During measurement, the occurrence of a measuring signal is registered in the measuring block. Linear interpolation is performed between the target point, that is specified in the NC-command, and the start point (same effect as with G01). In this document, the path velocity in the measuring block is referred to as 'measuring feed'. Exactly one axis must participate in a measuring traverse. The measuring feed is specified [2]-5. The movement in the measuring block must be greater than zero.
Programming example
%G100_Type_2
N10 G00 X0 Y0
N20 G100 X10 ;X10 Target point of measuring traverse
... 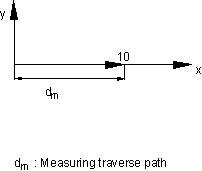 Fig.9: Programming the measuring function
Fig.9: Programming the measuring functionThe unit stops after the measuring signal has been stored. The remaining path of the measuring block is not output. An error message is output if a measured signal cannot be acquired within the measuring block.
Programming example
%Meas_traverse
N10 G00 X0 Y0 Z0
N20 Y5
N30 G100 X10
N40 G01 X7
N50 M30 Fig. 10 shows the representation of the resulting path:
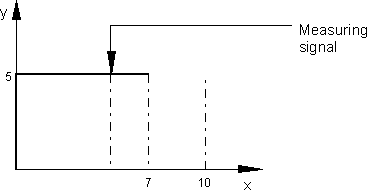 Fig.10: Programmed path
Fig.10: Programmed path