Linear interpolation G01
G01 Linear interpolation with programmed feedrate (modal)With G01 being selected, the programmed path is traversed with a feedrate, given by the F-word (unit configurable, for instance mm/min), on a straight line to the target position. Any desired number of straight lines can be programmed in the Cartesian coordinate system (X, Y, Z). All programmed tracking axes are moved with linear speed in such a manner that the start and the end of their movement take place simultaneously to that of the main axes.
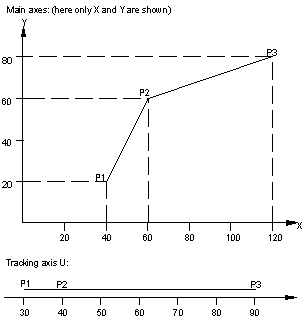 Fig.4: Linear interpolation (G01)
Fig.4: Linear interpolation (G01)Absolute dimensional input:
Nnn G01 G90 X60 Y60 U40 F1000 (traverse from P1 to P2 feedrate)
(1000mm/min)
Nnn X120 Y80 U90 (traverse from P2 to P3 feedrate 1000mm/min)Incremental dimensional input:
Nnn G01 G91 X20 Y40 U10 F1000 (traverse from P1 to P2 feedrate)
(1000mm/min)
Nnn X60 Y20 U50 (traverse from P2 to P3 feedrate 1000mm/min)