Coordinate systems
After the machine reference search, the control finds itself at the machine zero point or in the machine coordinate system. Then programmed coordinates (index p) from the NC-program (for instance X100) coincide with the absolute coordinates (index a):
xa = xp
ya = yp
Offsets occur with the definition of workpiece coordination systems. The positions in workpiece coordination system are different to those coordinate systems that are defined by the physical machine axes. Here you must differentiate between programmed, constant, translatory offsets in a single axis and dynamic offsets that result from kinematic (e.g. cylinder ⇔ Cartesian) or geometric transformations (e.g. tool radius compensation, mirroring), which in general affect several axes.
For example the zero point can be shifted by a zero offset (NPV-G54 G59) from machine zero point M to a freely selectable workpiece zero point W or a workpiece coordinate system. The absolute coordinates are obtained out of the addition of NPV and programmed coordinates:
xa= x NPV+ xp
ya= y NPV + yp
Irrespective of these NPVs specified through the zero offset data block, further offset types can be explicitly programmed in the program using e.g. G92 X... Y... Z...
This coordinate preset (BPV) is additional to the previous NPV. Thus, the absolute coordinates can be determined as follows (Fig. 1):
xa= x NPV+ x BPV+ xp
ya= y NPV + y BPV + yp
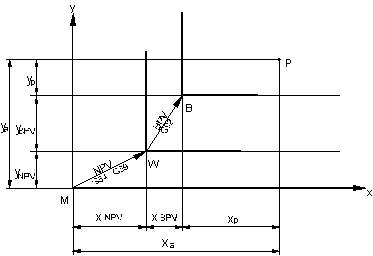 Fig.1: tc-cnc-prog-koord-4
Fig.1: tc-cnc-prog-koord-4xa, ya | Absolute coordinates | M: | Machine zero point |
xp, yp | Programmed coordinates | W: | Workpiece zero point |
xNPV, y NPV | Zero offset | B: | Ref. point for coordinates |
xBPV, yBPV | Coordinate preset | P: | Position |
On the coordinate display of the MDI active offsets are visible by permanent differences between the coordinates of the physical machine axes (ACS) and the workpiece coordinates (PCS). But some offsets result from manipulation of machine and workpiece coordinates similarly (e.g. tool radius compensation, mirroring), so that there is no coordinate difference in the end.
The following tables give an overview over the additional offset types. In the following chapters you will find more information.
To be considered:
Activation and de-activation is the time when the offset is visible on the MDI because of coordinates differences respectively coordinate changes. But categorically an offset only gets physically active with the first movement that follows any activation respectively de-activation. E.g., a de-activation at program end leads to a compensation movement in the first movement of the following program only.
Programmable offsets (linear, constant)
N o. | Description | Definition | ACS PCS | Activation | De-activation | Temporary |
|---|---|---|---|---|---|---|
1 | Coordinate preset | NC-program | Yes | NC-block: G90/91 must be considered | -NC-block: -NC-program start | "#SUPPRESS OFFSETS", "#MCS ON" |
2 | Zero offset | Parameter list, NC-program | Yes | NC- block: | -NC- block: "G53" -NC-program start | "#SUPPRESS OFFSETS", "#MCS ON" |
3 | Clamp position offset | Parameter list | Yes | NC-program start, cannot by changed by NC-program | NC-program start, cannot by changed by NC-program | "#SUPPRESS OFFSETS", "#MCS ON" |
4 | Tool offset | Parameter list, | Yes | NC-block: "D.." | -NC- block: "D0" -NC-program start | "#SUPPRESS OFFSETS", "#MCS ON" |
5 | Position preset | NC-program | Yes | NC- block: | -NC- block: -NC-program start | "#SUPPRESS OFFSETS", "#MCS ON" |
6 | CS-offset | NC-program | Yes | NC- block: | -NC- block: -NC-program end | "#MCS ON" |
7 | ACS- offset | NC-program | Yes | NC- block "#ACS ON[vx,vy,vz, :::" | -NC- block: -NC-program end | "#MCS ON" |
Offsets, caused by geometric transformation (linear, dynamic)
N o. | Description | Definition | ACS PCS | Activation | De-activation | Temporary |
|---|---|---|---|---|---|---|
8 | CS | NC-program | Yes | NC-block: "#CS ON[..,..,..]" | -NC-block: -NC-program end | "#MCS ON" |
9 | ACS | NC-program | Yes | NC-block: "#ACS ON[..,..,..]" | -NC-block: -NC-program end | "#MCS ON" |
10 | Contour rotation | NC-program | No | NC-block: "#ROTATION ON[ANGLE..]" | NC-block: "#ROTATION OFF" | Not possible |
11 | Mirroring | NC-program | No | NC-movement block G21/G22/G23 | NC-movement block G20 | Not possible |
12 | Tool radius compensation | NC-program | No | NC-block: G41/G42 | NC-block: G40 | Not possible |
13 | cinematic | NC-program | No | -NC-block: -Program start automatic | NC-block: | "#MCS ON" |
Offsets caused by special functions
N o. | Description | Definition | ACS PCS | Activation | De-activation | Temporary |
|---|---|---|---|---|---|---|
14 | Offset because of manual mode with parallel interpolation | Hand wheel, | Yes | NC-block: | NC-block: "G202" | Not possible |
15 | Offset because of measuring | NC-program | Yes | NC-block: | NC-block: "G102" | "#SUPPRESS OFFSETS", "#MCS ON" |
16 | Offset after homing | NC-program | No | NC-block: | Not possible | Not possible |
The NC-command #SUPPRESS OFFSETS is non-modal, i.e. it only affects the current NC-block.
The NC-command #MCS ON de-activates any offsets until command #MCS OFF is programmed.
Within every (A)CS the offsets of type 1, 2 and 5 are stored "locally".
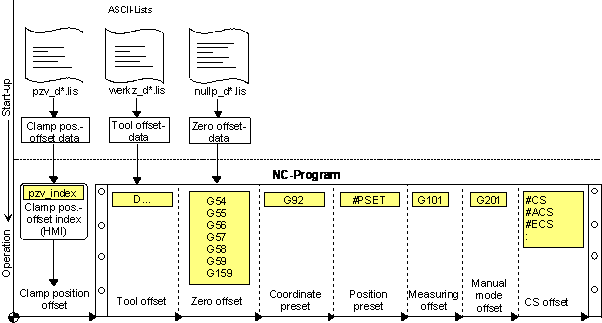 Fig.2: Overview of the additional offsets and co-ordinate systems
Fig.2: Overview of the additional offsets and co-ordinate systems