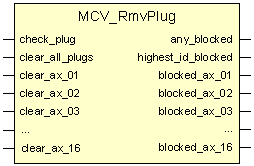
MCV_RmvPlug
The MCV_RmvPlug function block is used to check whether and which of the 16 axes interfaces are blocked by unacknowledged commands of the PLCopen function blocks. After checking, this function block can be used to remove detected blockages.
This function block serves diagnostic purposes and must only be used during the development phase of a project.
Block diagram
Parameters of the function block
VAR_INPUT | |||
| check_plug | BOOL | Starts the check to discover which of up to 16 axis interfaces are blocked by a task not acknowledged by the PLC. |
| clear_all_plugs | BOOL | Acknowledges all tasks which are blocking an axis interface. |
| clear_ax_01 | BOOL | The blocking of each axis interface by an unacknowledged task can be removed separately. |
|
|
| |
| clear_ax_16 | BOOL | |
VAR_OUTPUT | |||
| any_blocked | BOOL | Is TRUE if after the start of the check of the axis interfaces a blocking due to an unacknowledged task is detected at one or more axis interfaces. |
| highest_id_blocked | BOOL | Indicates the index number of the axis with the highest number that is blocked due to an unacknowledged task. |
| blocked_ax_01 | BOOL | The blocking of each axis interface by an unacknowledged task can be indicated separately. The value is TRUE at each blocked axis interface. |
|
|
| |
| blocked_ax_16 | BOOL | |
Behavior of the function block
- The function block can be command independently of the state of the axis.
- The check for blocked axis interfaces is started via the "check_plug" input. An axis interface is block and thus incapable of reporting other commands issued to the assigned axis if a command is applied at the interface as processed for more than 10 successive PLC cycles, but has not been acknowledged by the PLC. The blocking command is identified by its ordinal number, and this is stored.
- The "any_blocked" output becomes TRUE if at least one axis interface is blocked.
- If an axis is blocked, the "blocked_ax_01" ... "blocked_ax_16" assigned to an axis becomes TRUE.
- If any axis is blocked, the "highest_id_blocked" output indicates the highest ordinal number of all blocked axes.
- Via the "clear_all_plugs" input, for every blocked axis precisely the command is acknowledged by this function block whose ordinal number has been stored for the axis.
- For each axis, blockage can be individually removed via the "clear_ax_01" ... "clear_ax_16" inputs.