MC_Reset
The MC_Reset FB takes an axis from the ‘Errorstop’ state to the ‘Standstill’ state and discards all axis errors. Calling up MC_Reset has no influence on the outputs of the other FBs.
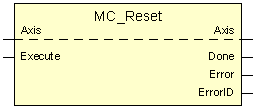
Block diagram
Parameters of the FB
VAR_IN_OUT | |||
| Axis | AXIS_REF | Axis reference. |
VAR_INPUT | |||
| Execute | BOOL | Resets the axis at the rising edge. |
VAR_OUTPUT | |||
| Done | BOOL | ‘Standstill’ state is reached. |
| Error | BOOL | Indicates if an error has occurred. |
| ErrorID | WORD | Error identification. |
Behavior of the FB
- Commanding a reset is permissible only if the axis is in the ‘Errorstop’ state. If this is not the case, the ‘error’ output is set to FALSE and ‘ErrorID’ indicates an error value that designates the state the axis is currently in.
- No new command can be sent when this FB is active. It cannot be retriggered.
- If reset commanding cannot be sent to the axis within the number of FB calls specified by the global data item MAX_RESET_RETRAILS, the ‘Error’ output is set to FALSE and ‘ErrorID’ indicates the error value 44075 (ERR_PO_AX_DID_NOT_TAKE_ORDER). The value of MAX_RESET_RETRAILS can be adjusted to the specific application.
- If reset commanding has not been successfully acknowledged within a specific number of FB calls, this is indicated by the error code 44002 (ERR_PO_AX_ANSWER_TIME_OUT) at the ‘ErrorID’ output and the ‘Error’ output becomes TRUE. The number of FB calls can be specified for the specific application in the global data item MAX_RESET_WAIT_CYCLES.
- If the axis is in the ‘TorqueControl’ and then assumes an error state, this state is restored after a successful reset. In all other cases, the axis assumes the ‘Standstill’ state.