Status and display information
The status information is transferred unidirectionally from the CNC to the PLC. This data is constantly updated by the CNC and can be read by the PLC if needed. The status information is updated without informing the PLC. Updating is not protected with a handshake protocol or semaphore mechanism.
In the case of long cycle times of the PLC, this means that this, under certain circumstances, does not record each short duration change but is informed only of the current status.
Status information is exchanged on the HLI via memory. The transfer direction is defined for each status information item. The status data is transferred on the HLI as far as possible as single, elementary data items (byte, Boolean, integer etc.).
The status information is combined in accordance with the CNC-internal structure for enhanced structuring.
The diagram below shows the internal structure of the CNC in simplified form:
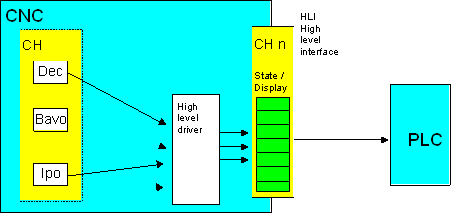 Fig.4: Figure 0.4: Transfer of status information
Fig.4: Figure 0.4: Transfer of status informationThe CNC is subdivided into the modules:
- Dec (decoder): Module for decoding the NC program. This module transfers the CNC program to a control-internal data format and performs various calculations, such as parameter calculation etc. Timewise, the decoder runs ahead of actual processing and, under certain circumstances, is thus several hundred NC blocks further than current processing.
- Bavo (path preparation, look-ahead): Module for calculating dynamic limit values based on the set parameters. It detects corners and triggers geometry changes. The Bavo also runs asynchronously with current processing and, under certain circumstances, is thus several hundred NC blocks further than current processing.
- Ipo (interpolator): Module for generation of individual positions for the current cycle, allowing for programmed and maximum speeds etc. The interpolator represents the current state of the machine.