Reduced maximum speed at active G01 (P-AXIS-00214)
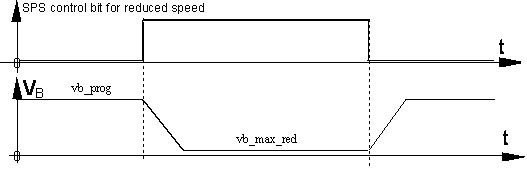
By control signal „REDUCED_SPEED the PLC can command a switchover to the reduced axis feed vb_max_red to the CNC. The CNC reacts in realtime, after an eventually necessary deceleration none of the axes moves faster than vb_max_red.
Variablename | Type | Permissible range | Axis type | Dimension |
vb_max_red | UNS32 | 0 < vb_max_red <P-AXIS-00212 | T | µm/s |
|
|
| R | 0,001°/s |