Description
Activation
When the function is activated, according to the control flag P-CHAN-00017 a CNC status signal is generated which reports falling below a speed limit or the detection of a future falling below the speed limit.
Limit
The speed limits is defined via the percentage weighting (P-CHAN-00089) of the F word in the NC program.
Advance, delay
The expected reduction of velocity at block end can be reported in advance by the parameter P-CHAN-00013. Accordingly, the clearing of the signal can be delayed by the parameter P-CHAN-00012. By the parameters P-CHAN-00012 and P-CHAN-00012 a kind of hysteresis can be defined.
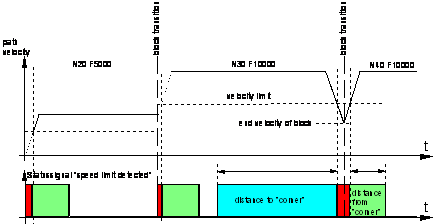
Distance, time
The unit of the zone parameters (distance or time) is defined via the P-CHAN-00018 parameter.
The CNC generates the „speed limit detect“ status signal if the path position is within this zone.
Influence of override
The influencing of the speed limit via the real time feed override can be controlled by the parameter P-CHAN-00155.
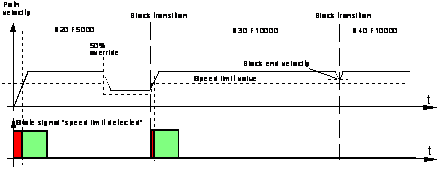
In default case the real time feed override does not influence the speed limit value P-CHAN-00089.The „speed limit detect“ status signal is also set if the path feed rate weighted with the override drops below the speed limit P-CHAN-00089.
Because the override is an online-influence by the user/application the in advance setting or delayed clearing is not considered in this case.
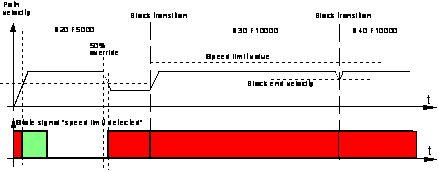
If the parameter P-CHAN-00155 is set on 1, the parametrized speed limit value P-CHAN-00089 is weighted by the override value. This is desirable e.g. for the commissioning or the running in of contours. It must be taken into account for non-constant programmed feed, that the SLD signal is getting active each in acceleration phases, because at block beginning the speed limit is set on the new value.
Influence of technology functions
The „speed limit detect“ status signal is generated if the CNC must stop and wait due to certain types of technology functions or missing PLC synchronization. Also, in this conditions the in advance setting or delayed clearing of the signal is considered.
Waiting for PLC-acknowledge
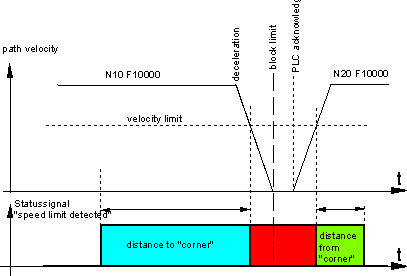
In the case of M functions of the MVS_SNS type, later synchronization, or M functions with look ahead, the CNC stops only if the PLC acknowledgement is missing. Restarting is possible again if the PLC's acknowledgement signal arrives before motion stopping.
PLC-acknowledge during deceleration
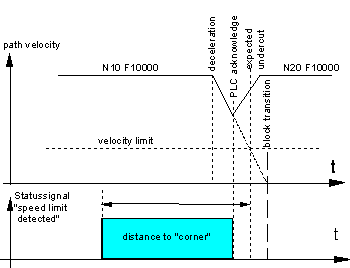
 | Each M or H function of the MVS_SVS or MNS_SNS type always leads to motion stopping (see also [M/H Functions]). |
Interruption of block supply
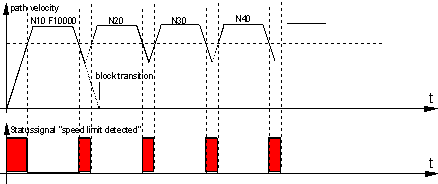
If the path feed rate fluctuates due to short blocks and inadequate block supply, this may lead to activation of the status signal „speed limit detect“.
In the example below, the distance from the corner and the distance to the corner parameters are set to 0 for the sake of simplification.