Thread cutting with endlessly rotating spindle
In the case of thread cutting with an endlessly rotating spindle (G33), the contouring motion is synchronized to the passage of the spindle rotation through zero. Therefore, the thread can also be cut in several, successive passes.
To achieve a good machining result and to minimize contour errors, feed forward control can be selected for the spindle and for the contouring axes.
Programming
G33 Z.. K..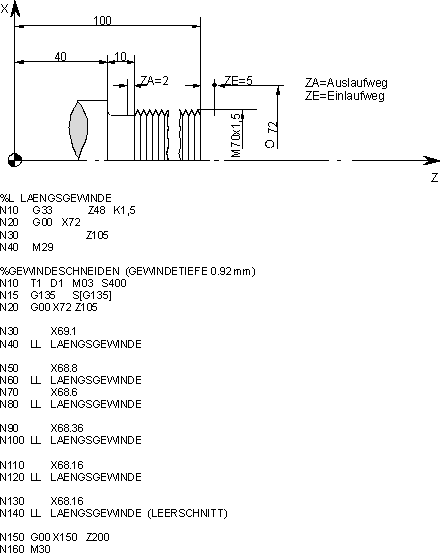 Fig.16: Example of cutting a longitudinal thread with several cuts
Fig.16: Example of cutting a longitudinal thread with several cutsCutting of a longitudinal thread (M70x1.5) with several cuts:
%L Longit_Thread
N100 G33 Z48 K1.5 Cut thread turn
N110 G00 X72 Retraction and move
N120 Z105 to start position
N130 M29 Sub program end
%G33 (thread depth 0.92 mm)
N10 G51 Selection of diameter programming
N15 T1 D1 M03 S400 Tool selection, start spindle
N20 G00 X72 Z105 Approach to starting point
N25 G01 X69.54 F1000 Positioning on 1. cutting depth
N30 LL Longit_Thread 1. cut
N35 G01 X69.08 Positioning on 2. cutting depth
N30 LL Longit_Thread 2. cut
N35 G01 X68.62 Positioning on 3. cutting depth
N30 LL Longit_Thread 3. cut
N35 G01 X68.16 Positioning on end depth
N30 LL Longit_Thread 4. cut
N35 G01 X68.16 Positioning on end depth again
N30 LL Longit_Thread Empty cut
N60 M05 X150 Z200 Moving to end position
N65 M30 Program endCutting of a 2-start longitudinal thread (M70x1.5):
%G33_2 (2-start thread, thread depth 0.92 mm)
N10 G51 Selection of diameter programming
N15 T1 D1 M03 S400 Tool selection, start spindle
N20 G00 X72 Z105 Approach to starting point
N25 G01 X68.16 F1000 Positioning on thread depth
N30 G33 Z48 K1.5 Cut 1. thread turn
N35 G00 X72 Retraction and move
N40 Z105 to next
N45 G01 X68.16 start position
N50 G33 Z48 K1.5 S.OFFSET=180 Cut 2. thread turn at 180°
N55 G00 X72 Retraction and move
N60 M05 X150 Z200 to end position
N65 M30 Program end