Gear change
Enabling gear changes and the related reserved use of the M functions M40-45 are realized by the channel parameter P-CHAN-00052 (main_spindle_gear_change).
 | Gear changes can only be programmed for the main spindle in DIN syntax [PROG]removed link: [PROG]. |
Six gears or records are available and can be programmed in combination with the S word and M40-45. After startup of the NC control, the default gear specified in the axis machine record P-AXIS-00079 (getriebe_stufe) is valid.
Moving to the change position
With the rapid traversing speed specified in the axis machine record P-AXIS-00209 (vb_eilgang), the axis is moved to the current gear's change position P-AXIS-00078 (getr_schalt_pos). If the gear does not have a preferred direction, the direction of rotation is chosen with optimization of the travel distance.
The change operation is normally undertaken by the PLC. Adjustments to the new characteristic quantities of the gear are necessary at the NC control end. Two cases must be distinguished:
- The measurement system is coupled to the motor's shaft. Depending on the gear, the measuring system resolution must be adapted (factors in the axis machine record: P-AXIS-00233 (wegaufz), P-AXIS-00234 (wegaufn)).
- The measurement system is coupled to the gear's shaft. The measuring system's resolution must be retained, and the control dynamics of the gear must be adapted. Factors in the axis machine record: P-AXIS-00128 (multi_gain_n), P-AXIS-00129 (multi_gain_z), P-AXIS-00099 (kv).
Parameterizing the speed ranges
Each of the six gear pseeds covers a specific speed range, which is defined by a minimum P-CHAN-00058 (min_speed) and a maximum P-CHAN-00055 (max_speed) speed (unit: rpm). Overlaps of the speed ranges are allowed. The minimum and maximum speeds of speed ranges not used must be assigned to zero.
Automatic gear selection
When automatic gear selection P-CHAN-00004 (autom_range=1) is used, the gear is determined from the programmed speed S based on the speed table. The M functions M40-M45 are not programmed.
The P-CHAN-00074 (range_way) specifies in which direction the table is searched through for the suitable speed range during gear selection (from speed 1 to 6 ("bottom up") or from speed 6 to 1 ("top down")).
Manual gear selection
Manual gear selection P-CHAN-00004 (autom_range=0) requires programming of the M functions M40-M45 together with the speed S. A message is issued if the speed S is not in the programmed speed range.
Minimizing change operations
Generally, the control system attempts to minimize changes. A gear selection is not realized if a new speed can be run with the current gear.
Configuration example
Definition of M40-M45 and of the synchronisation methods.
m_synch[1] 0x00000001 MOS
m_synch[2] 0x00000002 MVS_SVS
:
m_synch[40] 0x00000002 MVS_SVS
m_synch[41] 0x00000002 MVS_SVS
m_synch[42] 0x00000002 MVS_SVS
m_synch[43] 0x00000002 MVS_SVS
m_synch[44] 0x00000002 MVS_SVS
m_synch[45] 0x00000002 MVS_SVS
m_synch[48] 0x00000008 MNS_SNS
m_synch[49] 0x00000002 MVS_SVSEnabling the M functions M40-45 and gear changing:
:
main_spindle_gear_change 1 0: OFF 1: ON
:Parameterizing the spindle gear (search direction and speed ranges):
spindel[0].range_way 0 0:bottom up 1:top down
#
spindel[0].range_table[0].min_speed 50 (M40)
spindel[0].range_table[0].max_speed 560 (M40)
spindel[0].range_table[1].min_speed 400 (M41)
spindel[0].range_table[1].max_speed 800 (M41)
spindel[0].range_table[2].min_speed 700 (M42)
spindel[0].range_table[2].max_speed 3500 (M42)
spindel[0].range_table[3].min_speed 3501 (M43)
spindel[0].range_table[3].max_speed 4000 (M43)
spindel[0].range_table[4].min_speed 3800 (M44)
spindel[0].range_table[4].max_speed 5500 (M44)
spindel[0].range_table[5].min_speed 5400 (M45)
spindel[0].range_table[5].max_speed 7000 (M45)
#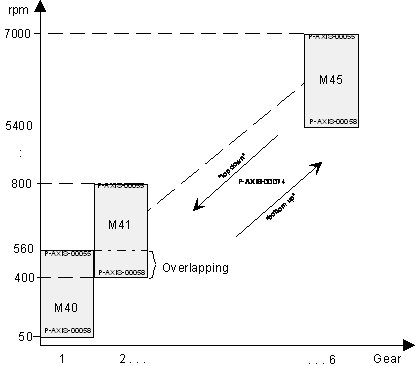 Fig.11: Defining the speed ranges in accordance with the example
Fig.11: Defining the speed ranges in accordance with the exampleProgramming example Automatic gear determination: ON
:
spindel[0].autom_range 1
:NC-program:
S650 M03 OK, M41⇒SPS
S750 OK, no changing, M41already selected
S950 OK, automatic changing, M42⇒ SPS
S1050 OK, no changing,M42already selected
S750 OK, automatic changing,M41⇒ SPS
S500 OK, no changing,M41already selected
S350 OK, no changing,M41already selected
S8000 Error, speed too highA programmed gear stage is always checked:
M41 S750 OK, "automatic" changing, M41⇒ SPS
..but
M40 S750 Error, wrong gear stageProgramming example Automatic gear determination: OFF
:
spindel[0].autom_range 0
:NC-program:
M41 S650 M03 OK,
M41⇒SPS
M41 S750 OK, no changing, M41 already selected
M42 S950 OK, changing, M42⇒SPS
M42 S1050 OK, no changing, M42 already selected
M41 S750 OK, changing,M41⇒SPS
M41 S500 OK, no changing,M41 already selected
M41 S350 OK, no changing, M41 already selected
M41 S200 Error, program different gear stage (M40)
S950 Error, no gear stage (M42) programmed