Spindle speed - contouring motion
The spindle must have reached the programmed speed for the machining to begin. Via the P-CHAN-00081 (s_synch) parameter, a synchronization method for the speed can be defined for each spindle.
 | The synchronization method of the S function has no effect if a spindle M function has been programmed in the NC block. Synchronization only takes place in accordance with the settings for the spindle M function. The following priorities apply:M19 > M3/M4/M5 > S |
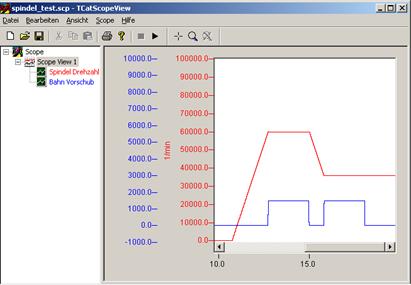
Example 1: spindle asynchronous to contouring motion
spindel[i].s_synch 0x00000002 Output before, sync. Before block
spindel[i].m3_synch 0x00000001 No sync.
N20 X40 Y40 G1 F1500 M3 S500 Sync. acc. M3: no synchronization
N30 M3 S100 X0 Y0 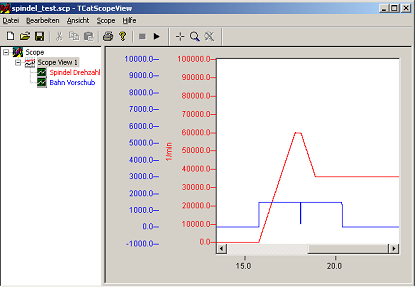
Example 2: spindle synchronous with contouring motion
spindel[i].s_synch 0x00000002 Output before, sync. before block
spindel[i].m3_synch 0x00000001 No sync.
N10 M3
N20 X40 Y40 G1 F1500 S500 Contouring motion does not start until spindle speed reached.
N30 S100 X0 Y0 Contouring motion is interrupted to reduce spindle speed.