Example: configuring and programming an NC spindle
Initialization in the axis parameter list
kopf.achs_nr 1
achs_typ 0x0004 SpindleInitialization in the channel parameter list (channel 1)
spdl_anzahl 1
main_spindle_ax_nr 1
main_spindle_name S
spindel[0].bezeichnung S1
spindel[0].log_achs_nr 1Programming example DIN syntax
N10 M03 S1000
N20 Z0
N30 M04 S1000
N40 Z100
N50 M05
N60 M19 S200 S.POS100
M30Programming example Axis-specific syntax
N10 S[M03 REV1000]
N20 Z0
N30 S[M04 REV1000]
N40 Z100
N50 S[M05]
N60 S[M19 REV200 POS100]
M30Commanding an NC spindle externally
Via an additional interface in the HLI, the NC spindle can be commanded from the PLC process. The spindle processes jobs sequentially in their order of arrival.
The PLC process receives acknowledgements, e.g. about the speed reached.
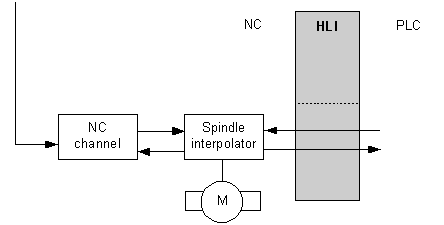 Fig.4: NC spindle with external commanding
Fig.4: NC spindle with external commanding