Introduction
Machine switching functions
In conformity with DIN66025, the CNC commands M and H serve to command machine switching and auxiliary functions via the PLC. Some of the M functions are defined by standardization, while all others and the H functions are freely available to the user.
Characteristics of M and H functions
The timing of output of M and H functions to the PLC and its subsequent reaction may be synchronized in various ways with motions to be executed.
To simulate the machining time of an M or H function, a time can be specified to determine the run time of a CNC program.
By default, the PLC assigns M and H functions to the CNC channel in which they are programmed. It is also possible to output these in an axis-specific range to the PLC which can lead to simplified realization of PLC applications, particularly in the case of systems with several CNC channels and axes used jointly by these.
Synchronisation method |
Freely available or assigned a default in accordance with DIN 66025 |
Machining time |
Channel or axis-specific output |
Spindle-specific |
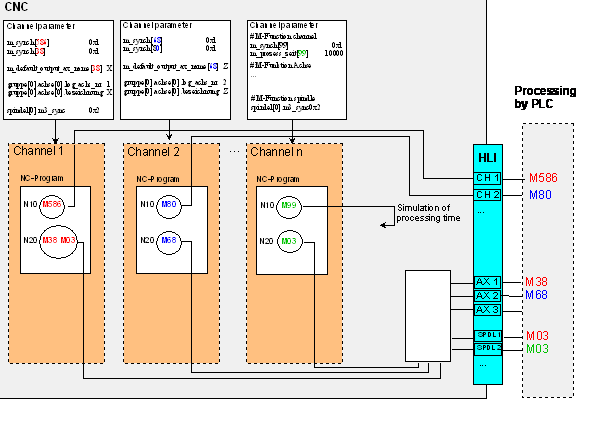
The CNC channels are each parameterized via an initialization list (channel parameter list). Here, you must specify all M and H functions. The method of synchronization and, optionally instead of the channel-specific assignment, an axis-specific assignment is defined. At the interface to the PLC (high level interface) [HLI], M and H functions are output in the channel and axis-specific ranges and the PLC processes them further and confirms them accordingly.