Introduction
Measurement with G100, G310
During measurement via the NC command G100/G310, an axis position is stored after triggering of a measuring probe. After triggering of the measurement interrupt, the current position is stored (latched) and measurement travel is possibly ended.
Latching the actual position can be done in the drive hardware used or the probing signal can be handed over to the CNC via the PLC interface. See [HLI - Control commands of an axis] for more information.
The measurement function is activated for the in the measurement command programmed axes.
The measured results can be queried or included in calculation in the NC program by means of appropriate variables.
For use of the measurement function, the axis and channel parameter lists must be parameterized accordingly, and they must also be parameterized depending on the drive type.
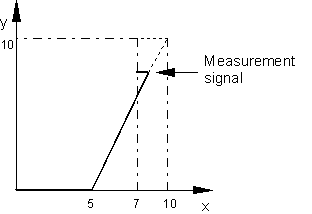
Programming example
%Measurement travel
N10 G00 X0 Y0 Z0
N20 X5
N30 G100 X10 Y10 F500
N40 G01 X7
N50
M30Figure 1-1 shows the resulting path: