Absolute offsetlimits via ADS
Absolute offsetlimits
Additional to the relative offset limits of teh axis parameter list or by CNC-program, the offset limits also can be specified in absolute manner.
The absolute offset limits are given in [0.1 um] after activation of manual mode and can be modified by ADS-writeacces. The offset limits are valid for the operation modes:
- handwheel
- incremetal jog (JOG)
- continuous jog (TIPP)
If during setting of new limits the axis are outside of the limit range, they just can be moved in direction of valid range.
Notice | |
Additionally for writing new limits via ADS, there exists an ADS-interface for reading the active limits. |
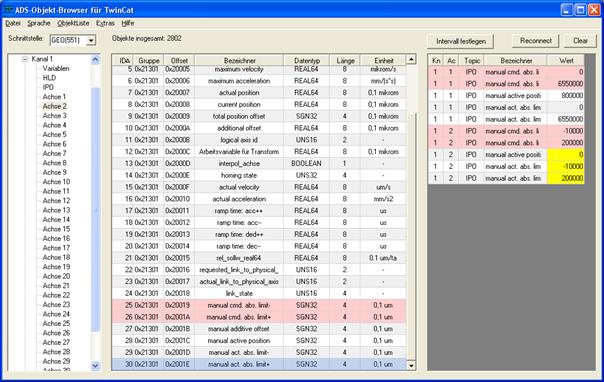
Example :Access by ADS-objectbrowser
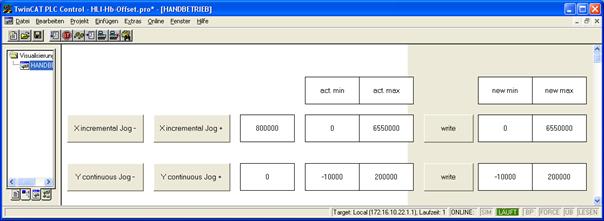
Example :ADS-acces by PLC
Reading by PLC, active limits
fbRead : ADSREAD;
fbRead( NetID := '',
Port := 551,
IdxGrp := 16#00021301 +ChannelIdx,
IdxOffs := 16#0001001E + 16#00010000*AxisIdx,
LEN := 4,
DestAddr := pDest,
READ := fStarted, TMOUT := T#1s);Writing by PLC, command limits
writeOffsetMin1 : ADSWRITE;
writeOffsetMax1 : ADSWRITE;
writeOffsetMin1( NetID := '',
Port := 551,
IdxGrp := 16#00021301,
IdxOffs := 16#00010019,
LEN := 4,
SrcAddr := ADR(NewOffsetMin1),
WRITE := fWrite1, TMOUT := T#1s);
writeOffsetMax1( NetID := '',
Port :=551,
IdxGrp := 16#00021301,
IdxOffs := 16#0001001A,
LEN := 4,
SrcAddr := ADR(NewOffsetMax1),
WRITE := fWrite1, TMOUT := T#1s);