Description
Task
The control offers the possibility to provide the axes via manual control elements (e.g. handwheels) with additional set point values during running interpolation; this means during the runtime of an NC program. This mode is activated by G201.
By G200 axis can be moved in manual mode without parallel interpolation.
The additional contributed set point values can be limited for each axis direction by the definition of the manual mode offset limits.
Effectiveness
After programming of G201/G200 and until deselection with G202 the additional set point values, contributed from the hand control elements, are add under consideration of the effective axis moving direction. The sum off all given set point values is checked for exceeding the defined positive or negative offset limits.
The additional set point offsets, contributed during manual operation, remain active after deselection of parallel interpolation with NC command G202.
Messages
The exceeding of the data format range for the positive and negative offset limits during parametrization and the exceeding of the offset limits during parallel interpolation (G201) in NC program creates warnings respectively error messages.
Violation of range
The data format range for the offset limits is checked both, during start-up of the control, if the values are taken over from the axis parameters list, and also at programming of NC command #SET OFFSET (see CNC Programming).
If the actual position is out of offset range the user just can drive in direction of valid offset range.
Incremental jog
The exceeding of the offset limits creates a message (ID: 150008). The affected axis can be moved in opposite direction.
Softwarelimits
If the manual operation with parallel interpolation (G201) is active, the software limit switches also can be exceeded by the additional set point values, contributed by the manual control elements. This is monitored by an error message (ID: 50041, 50042).
The reaction on this message must be a RESET of the control.
Modulo axes
For modulo axes the offset limits can include several modulo revolutions. The offset limits are correlate to the axis position valid at manual mode activation by G200 / G201. This reference position can be read by ADS or directly via the HLI.
If the axis is moved to the another modulo range the offset limits are not automatically moved to the new modulo range.
Example
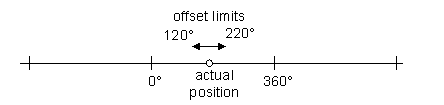
Offsetlimits within on modulo range
G200
negative limit = 120°
positive limit = 220°
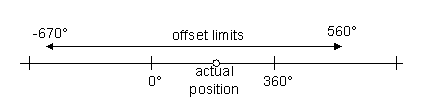
Offset limits include several modulo ranges
G200
negative limit = -670°
positive limit = 560°
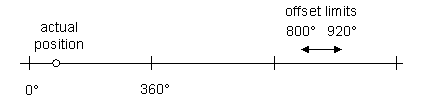
Offset limits within other modulo range
G200
negative limit = 800°
positive limit = 920°
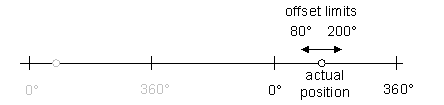
Change of reference position by reactivation of manual mode axis
G200
negative limit = 800°
positive limit = 920°
move axis +740°
continue motion / reset
G200
negative limit = 80°
positive limit = 200°
 | The offset limit checking is deactivated if both values (P-AXIS-00137, P-AXIS-00138) are set to zero.Example of axis parameter: |