Five-axis machining - Akima spline
In addition to motion in the x-y plane, in the following program the tool of a fivefold head is guided perpendicular to a circle secant contour.
%L uprg_secant
N01 #SET ASPLINE MODE[2, 2]
N01 P5 = 80 ( Radius )
N02 P3 = 64 ( Number of interpolation points )
N03 P4 = 360/P3 ( Angle staggering )
N04 G01 X-P5 F20
N05 X0
N06 G151 (Spline selection )
N07 $FOR P1=1, P3, 1
N08 P2=P1*P4 F20
N09 X=P5*SIN[P2] Y=P5*[1.0-COS[P2]] C[-90+P2]
N10 $ENDFOR
N11 G150 (Spline cancellation )
N12 XP5
M29
%Main
N100 #KIN ID[9]
N100 #TRAFO ON
N150 A90 C-90
N100 LL uprg_secant
N300 #TRAFO OFF
M30 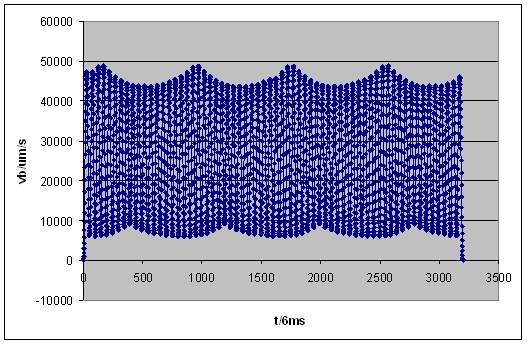 Fig.33: Contouring speed in the case of linear blocks with perpendicular oriented tool
Fig.33: Contouring speed in the case of linear blocks with perpendicular oriented toolThe feed rate fluctuates very considerably due to the discontinuity in the rotary axis.
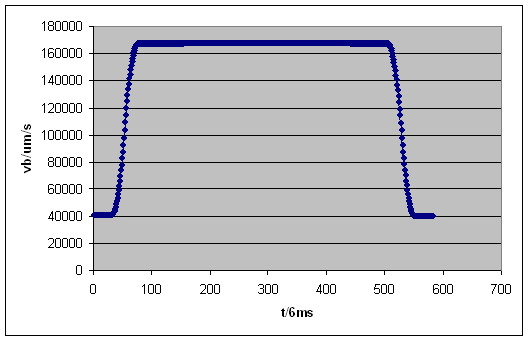 Fig.34: Contouring speed in the case of a spline curve with a perpendicular oriented tool
Fig.34: Contouring speed in the case of a spline curve with a perpendicular oriented toolWhen the spline function is active, the contouring speed is constant. The programmed contouring speed cannot be reached due to the limited rotation speed of the orientation axis. As, in addition to this, the motion component of the rotation axis does not change due to the constant contour curvature, the speed level on the contour can be kept constant.