2.5 D machining - Akima spline
In the following test program, a circle with a radius of 80 mm is approximated via 64 interpolation points. In the first run, the spline function is deactivated, and the linear blocks are interpolated. In the second run, the spline function is activated. The approach and departure travel blocks are programmed so that the tool entered the scanned ideal circular contour tangentially in each case.
%L uprg_secant
N01 #SET ASPLINE MODE[2, 2]
N01 P5 = 80 ( Radius )
N02 P3 = 64 ( Number of interpolation points )
N03 P4 = 360/P3 ( Angle staggering )
N04 G01 X-P5 F20
N05 X0
N06 G151 (Spline selection )
N07 $FOR P1=1, P3, 1
N08 P2=P1*P4 F20
N09 X=P5*SIN[P2] Y=P5*[1.0-COS[P2]] ( Calculation of secant interpolation points )
N10 $ENDFOR
N11 G150 (Spline cancellation )
N12 XP5
M29
%L uprg_cir
N01 P5 = 80 ( Radius )
N02 G01 X-P5 Y0 F20
N03 X0
N04 G03 JP5
N05 G01 XP5
M29
%Main
N100 LL uprg_secant
N200 LL uprg_cir
M30 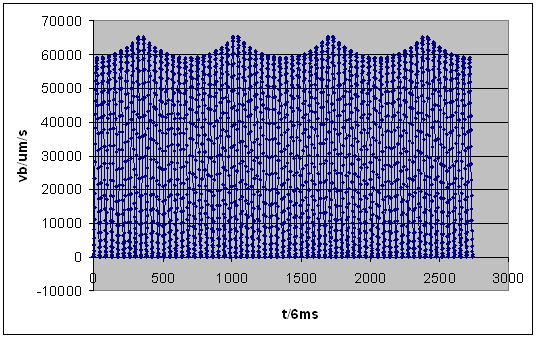 Fig.28: Feed rate during interpolation of the secant contour (64 interpolation points)
Fig.28: Feed rate during interpolation of the secant contour (64 interpolation points)The feed rate fluctuates relatively considerably because the non-linear slop function reduces the speed to 0 at the knee points of the linear blocks.
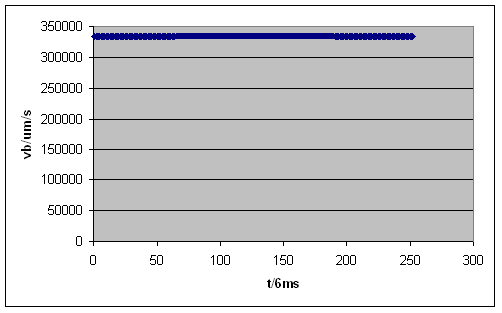 Fig.29: Feed rate during interpolation of the spline curves (64 interpolation points)
Fig.29: Feed rate during interpolation of the spline curves (64 interpolation points)When the spline function is used, the interpolation time in the approximated circle drops for approximately 1/10 of the value of linear interpolation and the programmed feed rate is reached.