Polynomial contouring type 5
In the case of polynomial contouring type 5, the user has a possibility of performing corner machining without a contour deviation and a speed drop. In this case, the corner is machined by means of a looping motion of the tool. Naturally, this is possible only if the tool motion does not violate the contour due to the polynomials inserted in the corner zone. The looping motion in the outer zone of the corner is defined besides the corner distance via the absolutely programmed intermediate point. The corner distance must be set to 0 if no nominal contour deviation is permissible.
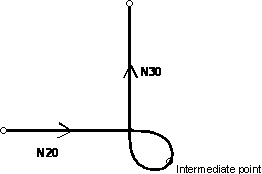 Fig.15: Polynomial contouring type 5
Fig.15: Polynomial contouring type 5Programming
Example: Selection of polynomial contouring type 5 with intermediate point definition Pz=(250,-150); corner distances are 0.
N05 #CONTOUR MODE [POS, X250, Y-150]
N10 G261
N20 G01 G01 G90 X100 F10000
N30 Y480
....................(Further contour description)
N2000 G260 Application areas
The following table shows the expedient application areas for the various contouring methods. If not requirements/data have to be specified in relation to nominal contouring accuracy, all types can be used for typical 2.5D machining.
Due to direct or indirect specification of the contouring accuracy, types 1, 3 and 4 can be used in the general HSC area. Type 1 is not suitable for HSC five-axis machining.
Type | Use of the various contouring types in the case of | |||
| Conv. 2.5D | HSC 2.5D | HSC 3D free-form area | HSC 5 axes |
1 | + | + | + | - |
2 | + | - | - | - |
3 | + | + | + | + |
4 | + | + | + | + |
5 | + | -(*) | -(*) | -(*) |
+: suitable -: not suitable
(*) Possibility of parameter definition when using a CAD/CAM system must be checked