Polynomial contouring type 2
In the case of this contouring type, the contouring curve is dimensioned so that the curve can be run through with the specified percentage vb_proz of the programmed speed of the previous block (N20). For example, if vb_proz=75% and F=2000mm/min is programmed as the contouring feed rate and this is not limited by permissible axis speeds or accelerations of that axis, the contouring curve is run through at vB=1500mm/min.
No kinematic transformations are considered in estimation of the corner distance.
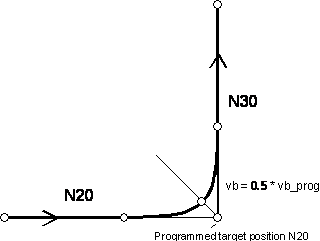 Fig.12: Polynomial contouring type 2
Fig.12: Polynomial contouring type 2 Programming
Example: Selection of polynomial contouring type 2 with contouring speed in the contouring zone of 1500mm/min (75% of F2000).
N05 #CONTOUR MODE [AUTO_VEL, VEL=75]
N10 G261
N20 G01 G01 G90 X100 F2000
N30 Y100
....................(Further contour description)
N2000 G260