Polynomial contouring type 1
In the case of polynomial contouring type 1, not only the corner distance but also the axis acceleration and the programmed nominal feed rate are used for calculation. If permitted by the user-specified contour and parameters, the contouring path is run through without a speed drop as far as possible. If the programmed feed rate is very high, the acceleration and the corner deviation are the speed-limiting parameters.
No kinematic transformations are considered in estimation of the corner distance.
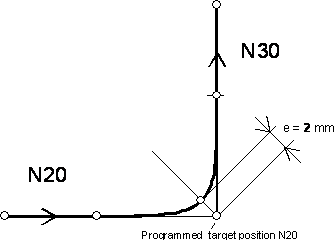 Fig.11: Polynomial contouring type 1
Fig.11: Polynomial contouring type 1Programming
Example: Selection of polynomial contouring type 1 with maximum nominal contour deviation (corner deviation) in the contouring zone of 2mm
N05 #CONTOUR MODE[AUTO_DEV, PATH_DEV=2.0]
N10 G261
G01 G01 G90 X100 F10000
Y100
....................(Further contour description)
N2000 G260