Speed profile
Without modification of the contour description, NC programs with short blocks can only be run at adequate speed with a relatively high permissible acceleration of the CNC axes and active linear slope because the block transitions are generally discontinuous regarding the axis speed, i.e. they are not tangential. By using the contour-changing functions or processes described in the following chapters, you achieve the shortest possible machining time (time-optimized) with the linear slope function.
On some machine types, it is not possible to use abrupt acceleration due to the resulting excitation of machine vibrations. In this case, a non-linear speed profile (e.g. slope with a linear acceleration change) is necessary. Due to the necessary jerk limiting, the acceleration is built up and reduced according to the specified ramp time.
When this slop type is used, short non-tangential linear or circular blocks cannot be run at adequate speed. The reason for this is the jerk consideration active in the CNC when using the non-linear slope function. At discontinuous block transitions, the look ahead function must reduce the contouring speed to achieve acceleration changes that are not too considerable.
For the HSC processing a special HSC slope is available, which can determine block global both, the velocity and the acceleration in look ahead for short blocks. The acceleration profile is like the trapezoidal slope profile.
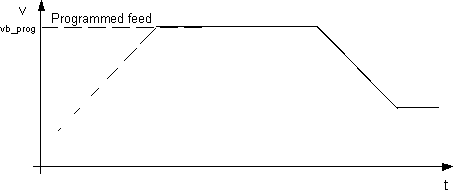 Fig.3: Typical contouring speed profile with linear slope function
Fig.3: Typical contouring speed profile with linear slope function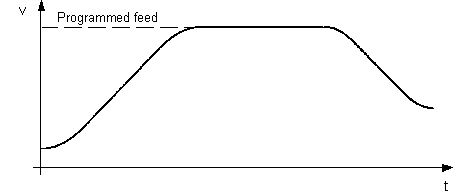 Fig.4: Typical contouring speed profile with non-linear slope function
Fig.4: Typical contouring speed profile with non-linear slope function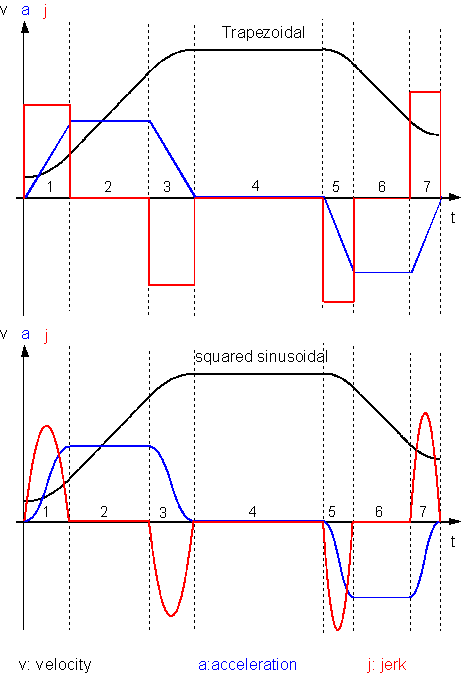 Fig.5: 7 phases profiles with nonlinear slope function
Fig.5: 7 phases profiles with nonlinear slope function