Plausibility checks and messages
Errors and warnings
The data input parameters are checked for plausibility in the cycle before use. If values that are incorrect, unknown or otherwise unsuitable for use are detected, a message is issued in the cycle via the #ERROR command [PROG].
If this message involves an ERROR, the cycle is cancelled. If the message comprises a WARNING, the value is corrected internally in the cycle and machining is continued.
To enable precise diagnosis, the messages generated with #ERROR are described below. There are general messages, which can be generated by every cycle, and there are cycle-specific messages.
ID 13100 | Safety clearance not defined. |
Description | The safety clearance limits the starting movement during rapid traversing. The message is generated if the safety clearance is programmed.
|
Response | ERROR: Cycle is cancelled. |
Remedy | Check the safety clearance and correct input parameters. |
Message type | General message. |
ID 13101 | Multiple definition of machining depth |
Description | The machining depth must be defined either as absolute or as relative. This message is generated if both data input parameters for the machining depth are assigned for absolute and relative entries. |
Response | WARNING: Cycle is continued using the absolute machining depth. |
Remedy | Define whether the machining depth is to be defined as absolute or relative and correct the input parameters accordingly. |
Message type | General message. |
ID 13102 | Programmed machining depth exceeds permissible tool length. |
Description | The maximum usable tool length can be entered in the tool parameters. (P[0], see Section ). In the case of a value unequal to zero, a check is made as to whether the programmed machining depth is less than the permissible usable tool length. If not, the message is generated. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check whether the permissible tool length is defined correctly. If necessary, use a different tool for machining with a tool length that is adequate for the machining depth. |
Message type | General message. |
ID 13103 | Number of infeed motions not defined. |
Description | In the case of multiple-stage work operations up to the programmed machining depth, the number of infeed motions is checked in the cycle. The message is generated if the number of infeed motions is programmed.
|
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the number of infeed motions and correct data input parameters. |
Message type | Message from drilling or pocket milling cycle. |
ID 13104 | Infeed depth exceeds permissible machining stroke. |
Description | The maximum permissible machining stroke can be entered in the tool parameters. (P[1], see Section 1.3). In the case of a value unequal to zero, a check is made as to whether the calculated infeed depth is less than the maximum permissible machining stroke. If not, the message is generated. |
Response | WARNING: The number of infeed motions or the value of one machining stroke is adjusted within the cycle based on the maximum stroke, and the cycle is continued. |
Remedy | Appropriately increase the number of infeed motions in the data input parameters or check whether the permissible machining stroked is correctly defined. If necessary, use a different tool for machining with a machining stroke that is adequate for the infeed depth. |
Message type | Message from drilling or pocket milling cycle. |
ID 13105 | Retraction distance/holding distance not defined. |
Description | During step drilling, the drilling cycle needs specification of the retraction distance or the holding distance. The message is generated if this value is programmed
|
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the retraction or holding distance and correct data input parameters. |
Message type | Message form drilling cycle. |
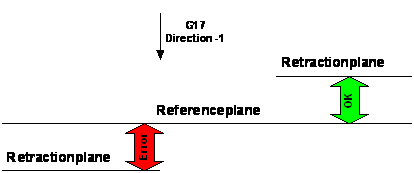
ID 13106 | Reference and retraction planes incorrectly defined |
Description | In the cycle, a check is made, depending on the direction, as to whether the retraction plane lies before the reference plane, i.e. whether the retraction plane is at a greater distance from the final drilling depth than the reference plane. The message is generated if
|
Response | ERROR: Cycle is cancelled. |
Remedy | Check the locations of the retraction and reference planes and correct data input parameters. |
Message type | General message. |
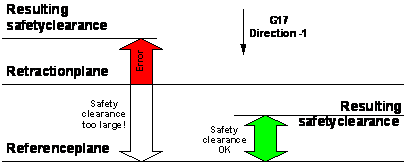
ID 13107 | Incorrect definition of the safety clearance. |
Description | In the cycle, a check is made depending on the direction and on the basis of the programmed safety clearance to determine whether the resulting safety clearance lies under the retraction plane. The message is generated if
|
Response | ERROR: Cycle is cancelled. |
Remedy | Check the safety clearance and correct input parameters. |
Message type | General message. |
ID 13108 | No or unknown machining direction defined. |
Description | The machining direction is necessary to enable definition of the right position and effect of the safety clearance. This message is generated if no machining direction is specified. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the machining direction and correct input parameters. |
Message type | General message. |
ID 13109 | Unknown process defined. |
Description | Various processes are available for drilling. These can be selected by specifying an identification number: 0: pilot drilling (default) 1: step drilling with chip breaking 2: step drilling with chip discharging This message is generated when an identification number other than 0, 1 or 2 has been programmed in the corresponding data input parameters. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the identification number of the process and correct data input parameters. |
Message type | Message form drilling cycle. |
ID 13110 | Machining depth not defined. |
Description | The machining depth must be defined either as absolute or as relative. This message is generated if neither of the two data input parameters for the machining depth is assigned for absolute or relative entries. |
Response | ERROR: Cycle is cancelled. |
Remedy | Define whether the machining depth is to be defined as absolute or relative and program the input parameters accordingly. |
Message type | General message. |
ID 13111 | Relative machining depth is zero. |
Description | The machining depth must be defined either as absolute or as relative. This message is generated when the data input parameter is assigned the value zero while using a relative machining depth. |
Response | ERROR: Cycle is cancelled. |
Remedy | For a relative machining depth, program the data input parameter with a value unequal to zero. |
Message type | General message. |
ID 13120 | Invalid spindle position defined. |
Description | Positioning the spindle between 0°and 360°is necessary for thread tapping. This message is generated when the spindle position has been programmed outside this permissible range. Note: Optionally, the spindle position can also be assigned by default in the tool parameters (P[4], see Section ). |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the spindle position and correct input parameters. |
Message type | Message from thread tapping cycle. |
ID 13121 | Spindle speed not defined. |
Description | For thread tapping, it is necessary to specify the spindle speed to calculate the feed rate. This message is generated if the spindle speed is programmed neither in the data input parameters nor defined by default in the tool parameters (P[3], see Section). |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the spindle position and correct input or tool parameters. If both are assigned, the spindle position from the data input parameters is used. |
Message type | Message from thread tapping cycle. |
ID 13122 | Thread pitch not defined. |
Description | For thread tapping, it is necessary to specify the pitch to calculate the feed rate. This message is generated if the pitch is programmed neither in the data input parameters nor defined by default in the tool parameters (P[5], see Section ). |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the pitch and correct input or tool parameters. If both are assigned, the pitch from the data input parameters is used. |
Message type | Message from thread tapping cycle. |
ID 13123 | Thread size not defined. |
Description | If a tap with countersink (special tool (P[6], see Section 1.3) is used for machining, the metric thread size is needed to calculate countersink motion. This message is generated if the thread size is not set by default in the tool parameters (P[7], see Section ). |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define thread size and correct tool parameters P[7]. |
Message type | Message from thread tapping cycle. |
ID 13140 | Helical radius not defined. |
Description | For helical mill drilling, it is necessary to specify the drilling radius to calculate the helical motion. This message is generated if the radius is not programmed. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the helical radius and correct input parameters. |
Message type | Message from helical mill drilling cycle. |
ID 13141 | Helical pitch not defined. |
Description | For helical mill drilling, it is necessary to specify a pitch to calculate the helical motion. This message is generated if the pitch is not programmed. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the helical pitch and correct input parameters. |
Message type | Message from helical mill drilling cycle. |
ID 13142 | Unknown direction of rotation defined. |
Description | For helical mill drilling, it is necessary to specify a direction of rotation to calculate the helical motion. This can be selected by specifying an identification number: 2: clockwise rotation (CW) 3: counterclockwise rotation (CCW) This message is generated when an identification number other than 2 or 3 has been programmed in the corresponding data input parameters. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the direction of rotation and correct input parameters. |
Message type | Message from helical mill drilling cycle. |
ID 13160 | Pocket length not defined. |
Description | For pocket milling, it is necessary to specify the first pocket side (pocket length) to calculate the countersinking motions. This message is generated if the pocket length is not programmed. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the pocket length and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13161 | Pocket width not defined. |
Description | For pocket milling, it is necessary to specify the second pocket side (pocket width) to calculate the countersinking motions. This message is generated if the pocket width is not programmed. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the pocket width and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13162 | Corner radius not defined. |
Description | For pocket milling, it is necessary to specify the corner radius to calculate the countersinking motions. This message is generated if the corner radius is not programmed. |
Response | WARNING: Cycle is continued by using the current (milling cutter) tool radius as the corner radius. |
Remedy | Check and define the corner radius and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13163 | Tool radius too large. |
Description | A check is made as to whether the tool diameter of the current milling cutter taking into account the finishing allowance is less than the programmed width or length of the pocket. This message is displayed if the result is a violation of the pocket contour. |
Response | ERROR: Cycle is cancelled. |
Remedy | Use a tool with a smaller diameter for machining so that the pocket contour is not violated. |
Message type | Message from pocket milling cycle. |
ID 13164 | Finishing allowance is zero. |
Description | For pocket milling with roughing operations, it is necessary to specify a finishing allowance to calculate the countersinking motions. The message is generated if this value is programmed.
|
Response | WARNING: Cycle is continued. Only the roughing operation is executed. An ordered finishing operation is discarded. |
Remedy | Check and define the finishing allowance and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13165 | Unknown milling direction defined. |
Description | For pocket milling, it is necessary to specify a milling direction to calculate the countersinking motions. This can be selected by specifying an identification number: 2: clockwise milling (CW) 3: counterclockwise milling (CCW) This message is generated when an identification number other than 2 or 3 has been programmed in the corresponding data input parameters. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the milling direction and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13166 | Unknown machining mode defined. |
Description | For pocket milling, it is necessary to specify a machining mode to calculate the countersinking motions. This can be selected by specifying an identification number: 1: roughing 2: finishing 3: roughing + finishing This message is generated when an identification number other than 1, 2 or 3 has been programmed in the corresponding data input parameters. |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the machining mode and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13167 | Tool radius greater than corner radius. |
Description | A check is made as to whether the programmed corner radius can be manufactured with the current milling cutter. In this case, the tool radius must be less than or maximally equal to the corner radius. If not, the message is generated. |
Response | WARNING: Cycle is continued by using the current (milling cutter) tool radius as the new corner radius. In this case, therefore, the corner radius of the finished pocket corresponds to the tool radius. |
Remedy | Use a tool with a radius less than or equal to the programmed corner radius for machining. |
Message type | Message from pocket milling cycle. |
ID 13168 | Incorrect definition of the overlapping factor. |
Description | If the (optional) programmed overlapping factor is greater than 0%, a check is made as to whether it lies within the range up to 100%. This message is generated when the overlapping factor has been programmed outside this permissible range. Note: Alternatively, the overlapping factor can also be assigned by default in the tool parameters (P[8], see Section 1.3). |
Response | ERROR: Cycle is cancelled. |
Remedy | Check and define the overlapping factor and correct input parameters. If the overlapping factor is neither programmed nor assigned by default in the tool parameters, a default of 50% is set in the cycle. |
Message type | Message from pocket milling cycle. |
ID 13169 | Corner radius is limited because it is too large. |
Description | During roughing, a check is made as to whether the arising contour degenerates to a "circular pocket" when using the programmed corner radius. This message is generated if this is the case. |
Response | WARNING: The corner radius is limited to a specific value so that a rectangular pocket is produced and the cycle is continued. |
Remedy | If possible, reduce the corner radius and correct input parameters. |
Message type | Message from pocket milling cycle. |
ID 13170 | Unknown plunging process defined. |
Description | For pocket milling, a plunge process can be (optionally) specified to calculate the countersinking motions. In the case of a value unequal to zero, a check is made as to whether one of the following identification numbers is set: 1: plunging on an inclined path 2: vertical plunging 3: helical plunging This message is generated when an identification number other than 1, 2 or 3 has been programmed in the corresponding data input parameters. |
Response | WARNING: Cycle is continued using plunging process 1 (inclined path). |
Remedy | Check and define the plunging process and correct input parameters. |
Message type | Message from pocket milling cycle. |