Pocket milling
In the case of pocket milling, the tool drills a rectangular pocket at the selected spindle speed and feed rate in multiple-step operations down to the specified machining depth, and the number of feed operations is programmable. Internally in the cycle, the resulting feed depth is determined on the basis of the final drilling depth. Depending on the command, the cycle can either perform roughing or finishing machine or combined roughing/finishing with one tool. Machining always starts from the pocket's centre point.
The following parameters are required for calling of a pocket milling operation:
Cycle parameters | Description |
|---|---|
@P1 | Retraction plane (absolut) |
@P2 | Reference plane (absolut) |
@P3 | Safety clearance (relative to the reference plane, unsigned) |
@P4 | Pocket depth (absolute) or... |
@P5 | ...Pocket depth (relative to the reference plane, unsigned) |
@P6 | 1st pocket side ("length" with respect to the 1st main axis of the plane, unsigned) |
@P7 | 2nd pocket side ("width" with respect to the 2nd main axis of the plane, unsigned) |
@P8 | Corner radius (unsigned) |
@P9 | Pocket centre point, 1st main axis (absolute) |
@P10 | Pocket centre point, 2nd main axis (absolute) |
@P11 | Number of feeds |
@P12 | Finishing allowance (unsigned) |
@P13 | Milling direction (clockwise (2), counter clockwise (3)) |
@P14 | Machining type (roughing (1), finishing (2), roughing + finishing (3)) |
@P15 | Machining direction (for offsetting the safety clearance) |
@P16 (optional) | Overlapping factor of milling routes (optional in %) |
@P17 (optional) | Plunging process (Inclined path (1-Default), Perpendicular (2), Helical (3)) |
Syntax:
L CYCLE [NAME=pocketmill.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P7=.. @P8=.. @P9=.. @P10=.. @P11=.. @P12=.. @P13=.. @P14=.. @P15=.. @P16=.. @P17=..] 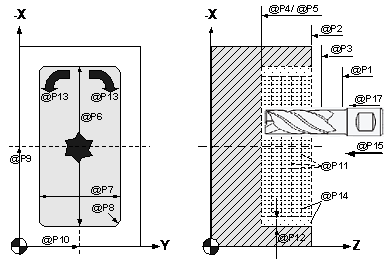 Fig.9: Cycle parameters for pocket milling
Fig.9: Cycle parameters for pocket millingProgramming example
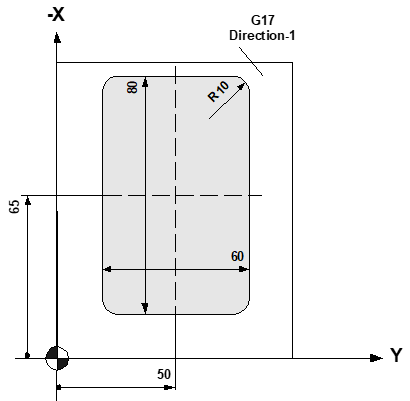
(Creation of a pocket, 15 mm deep)
N10 T8 D8 Current tool data
N20 M6 Tool change
N30 G00 G17 G90 M03 S4000 Technology values
N40 Z100 Travel to return plane
N50 Y50 X65 F500 Milling starting position
(Pocket roughing, @P14=1)
N60 L CYCLE [NAME=pocketmill.cyc @P1=100 @P2=80
@P3=5 @P5=15 @P6=80 @P7=60 @P8=10
@P9=65 @P10=50 @P11=3 @P12=1 @P13=2
@P14=1 @P15=-1 @P16=40 @P17=3]
N65 M5
N70 T9 D10 New tool data
N75 M6 Toll change
N80 G00 G17 G90 M03 S5000 Technology values
N85 Z100 Travel to return plane
N90 Y50 X65 F500 Milling starting position
(Pocket finishing, @P14=2)
N95 L CYCLE [NAME=pocketmill.cyc @P1=100 @P2=80
@P3=5 @P5=15 @P6=80 @P7=60 @P8=10
@P9=65 @P10=50 @P11=1 @P12=1
@P13=2 @P14=2 @P15=-1]
N100 G00 Z100 M5 Parking position, spindle stop
N110 M30 Program end