Thread tapping (without compensating chuck)
 | For use of the thread tapping cycle, it is technologically necessary for the spindle to be capable of being operated as a position-controlled spindle because it is positioned internally in the cycle before thread tapping and is operated as a contouring axis. |
During a thread tapping operation, the tool drills at the selected spindle speed and the feed rate derived from the pitch G63 down to the specified thread depth. The thread is produced in one operation down to the final drilling depth. After reversal of the direction of rotation, the tool returns, at the same speed and feed rate, out of the thread hole to the specified return plane. Reversal of the direction of rotation after reaching the thread depth is internal within the cycle.
The following parameters are required for calling of a thread tapping cycle:
Cycle parameters | Description |
|---|---|
@P1 | Retraction plane (absolut) |
@P2 | Reference plane (absolut) |
@P3 | Safety clearance (relative to the reference plane, unsigned) |
@P4 | Thread depth (absolute) or... |
@P5 | ...Thread depth (relative to the reference plane, unsigned) |
@P6 | Spindle position for defined spindle stop before thread tapping |
@P7 | Spindle speed for thread tapping |
@P8 | Pitch |
@P9 | Machining direction (for offsetting the safety clearance) |
Syntax:
L CYCLE [NAME=tapping.cyc @P1=.. @P2=.. @P3=.. @P4=.. | @P5=.. @P6=.. @P7=.. @P8=.. P9=..] 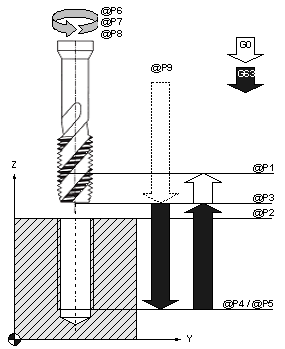 Fig.7: Thread tapping sequence
Fig.7: Thread tapping sequenceProgramming example
(Creation of a tapped thread)
N10 T2 D2 Current tool data
N20 M6 Tool change
N30 G00 G17 G90 M03 Technology values
N40 Z100 Travel to retraction plane
N50 Y20 X0 Thread tapping position
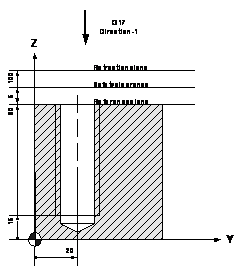
N60 L CYCLE [NAME=tapping.cyc @P1=100 @P2=80
@P3=5 @P4=15 @P6=180 @P7=200
@P8=1.25 @P9=-1]
N70 Z200 M5 Parking position, spindle stop
N80 M30 Program end