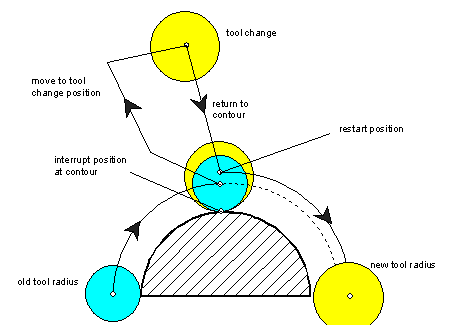
Return to contour after block search
Move back to the command positions
Before continuing of normal execution the real axis have to move back to the command positions of the NC-program (back to contour). This movement could be made by a user given NC-program or manually before start of block search or can be done automatically in a straight line.
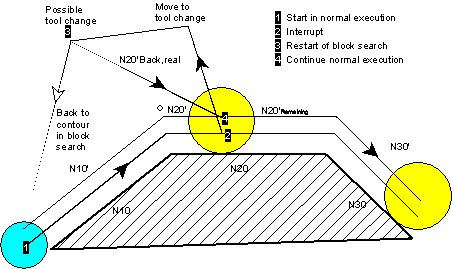
As seen in the example above the already moved distance in the actual block has to be given relative to the whole length of the block (in per mille), because the absolute length of the block be different after restart (e.g. circular blocks with different tool radius).
Automatic return to contour
The automatic generated movement is done with rapid speed (G00).
Example
- User starts normal program at position 1.
- Program is interrupted at position 2 in block N20.
- Axis is moved to position 3 and if necessary, tool is exchanged in position 3 (tool radius can change).
- Program context is restored via movement in block search mode to position 4. Physical axis are move from position 3 to position 4 in a straight line.
- Program can be continued with new tool radius in block N20.
User input
Following input of the user is necessary:
- Restart position (block number and relative distance within block).
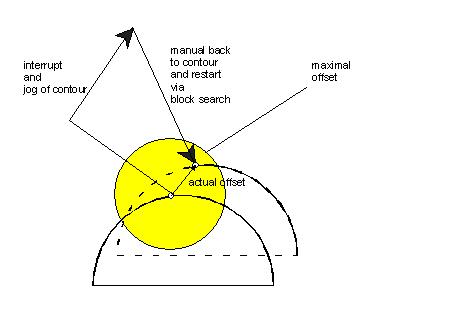
Manual return to contour
If the movement back to contour is generated manually and the axis are not moved back to the exact contour, there could be an offset between the theoretical command position of the NC-program and the real axis position. The user can specify an maximum allowed 3-dimensional offset.
User input
Following input of the user is necessary:
- Restart position (block number and relative distance within block).
- Maximal allowed offset after block search mode between commanded and actual axis position.
 | With active offset > 0 backward motion is not possible ! |
| |
For active offset and software limit monitoring the following has to be taken into consideration: |
