Werkzeugstandgrössen
Standzeit, Standweg
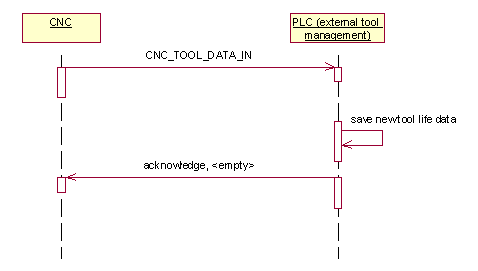
Bei jedem programmierten T<i> bzw. #TOOL PREP werden bei gesetztem P-CHAN-00076 automatisch die komplette Werkzeug-ID, die Standzeit und der Standweg von der CNC an die PLC geschickt und dort gespeichert.
Folgende Daten werden von der CNC an die PLC übertragen:
CNC_TOOL_DATA_IN (Tool life data sent from CNC)
tool_id : CNC_TOOL_ID; (Tool id from CNC)
time_used : LREAL; (Usage time of tool in seconds)
dist_used : LREAL; (Usage distance in mm)
Programmierbeispiel: Werkzeugmanager im PLC-Programm, Werkzeuginfo
...
(* CNC aktualisiert die Werkzeugstanddaten nach Anwahl
eines anderen Werkzeugs T<i> *)
ELSIF RInd.IDXGRP = ADS_IGRP_TOOL_LIFE_DATA_WRITE THEN
(* CNC writes tool life data *)
pToolLife := RInd.DATAADDR;
BasicToolId := pToolLife^.tool_id.basic;
(* no data transmitted in the reposnse *)
RRes.LEN := 0;
RRes.DATAADDR := 0;
IF BasicToolId <= MAX_TOOLS THEN
(* actualize tooll life data *)
tool[BasicToolId].cnc.tool_life.dist_used := tool[BasicToolId].cnc.tool_life.dist_used
+ pToolLife^.dist_used;
tool[BasicToolId].cnc.tool_life.time_used := tool[BasicToolId].cnc.tool_life.time_used
+ pToolLife^.time_used;
(* Tool id in valid range *)
RRes.RESULT := ADS_RDWRT_IND_NO_ERROR;
ELSE
RRes.RESULT := WZV_TOOL_ID_BASIC_INVALID;
END_IF