Heizstromüberwachung
Im Plastics Processing Framework wird die Heizbandüberwachung „Looptest“ genannt. Diese ermöglicht folgende Fehlfunktionen einer Heizzone zu erkennen:
- Zustand der Stellglieder
- Durchlegierte Solid State Relais (SSR)
- „Klebende“ Schütze
- Zustand der Heizbänder
- Teil- und Gesamtausfall
- Leistungsverluste durch Alterungserscheinungen
Kunststoffmaschinen sind zum Teil so aufgebaut, dass sie mehrere Temperierungsgruppen enthalten (Extruder1..n, Heizkanäle, usw.). Diese werden zum Teil getrennt versorgt. Diese Versorgungseinheiten werden im Framework Supply-Groups genannt. Jede Supply-Group besteht aus vier Supply-Lines und einer Leistungsmessklemme. An eine Supply-Line können mehrere Heizzonen angeschlossen werden. Jede Heizzone beinhaltet ein Stellglied (Solid State Relais – SSR oder Schütz), ein oder mehrere Heizbänder und einen Temperatursensor. Die erste Supply-Line einer Gruppe stellt die Versorgung für die Heizzonen dar, die zwischen L1 und dem Neutralleiter angeklemmt sind. Die Zweite für L2 und N und die Dritte für L3 und N. Zur vierten Supply-Line gehören alle Heizzonen, die zwischen zwei Außenleitern in Stern oder Dreieck geschaltet werden.

In den Parametern einer Heizzone lässt sich nun einstellen, in welcher Supply-Line sich die Zone befindet und dadurch zu welcher Supply-Group sie gehört. Des Weiteren lässt sich in den Parametern einstellen, welche Nennleistung das Heizelement besitzt. Diese Angaben sind notwendig, damit der Looptest die Zone zuordnen, testen und seine Messung interpretieren kann.
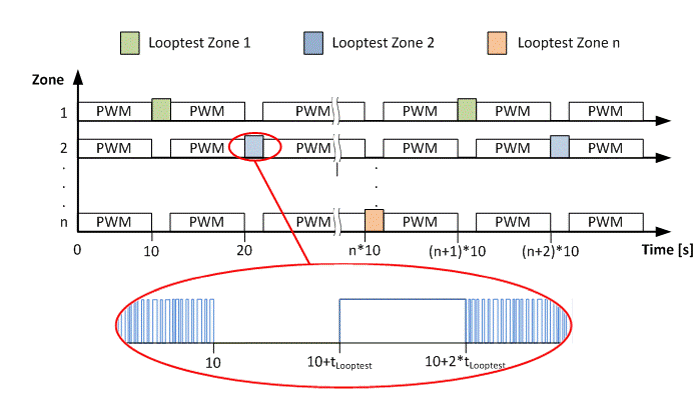
Im Plastic Processing Framework gibt es pro Supply-Group einen Looptest. Dieser durchläuft alle Heizzonen. Findet er eine Zone, die zu seiner Supply-Group gehört, startet er eine Messung. Dazu werden alle Elemente, die zu dieser Gruppe gehören, abgeschaltet und die Leistung bestimmt. Diese sollte null sein. Ist dies nicht der Fall, ist ein Stellglied defekt. Nach dem Ablauf einer Zeit tLooptest (Standardeinstellung 200ms) wird das Heizelement für die gleiche Zeit eingeschaltet und die Leistung bestimmt. Diese wird mit der Nennleistung der Heizzone verglichen. Weicht sie um einen eingestellten Prozentwert ab, wird ein Fehler angezeigt. Im Anschluss ist für 10 Sekunden lang die Regelung aktiv. Die selbst verursachte zusätzliche Heizleistung wird im Regler mitberücksichtigt. Danach wird die nächste Zone derselben Supply-Group gesucht.
In folgender Abbildung soll dies an einem Beispiel verdeutlicht werden. Es wird angenommen, eine Anlage hat nur eine Supply-Group, beispielsweise einen Extruder mit n Zonen. Der Looptest ist aktiv und findet Zone 1. Wie zuvor beschrieben, werden zunächst alle Zonen abgeschaltet und die Leistung gemessen. Anschließend wird Zone 1 für tLooptest eingeschaltet und die Leistung wieder gemessen. In einem Zyklus von 10 Sekunden wird die nächste Zone nach der gleichen Vorgehensweise getestet.
Die EL3403 berechnet die Leistung standardmäßig über ein Intervall von 10 Perioden. Die errechnete Leistung wird anschließend mittels Tief- und Hochpass gefiltert. Zusätzlich besitzen Solid State Relais, besonders jene die im Nulldurchgang schalten, eine nicht unerhebliche Schaltzeit. Dies führt dazu, dass zum Teil erst nach 500ms eine verwendbare Leistung gemessen wird. Bei einem Intervall von einer Periode konnte die Zeit auf 200ms verringert werden. Trotzdem können unter Umständen Messfehler von um die 10% auftreten. Wird eine entsprechend längere Messzeit (z.B. 400ms) vorgehalten, steigt die Genauigkeit erheblich. Ein Vorteil der xL3403 Klemmen ist, dass die Berechnung der Leistung innerhalb der Klemme stattfindet und so keine PLC-Rechenzeit benötigt wird.
Die Implementierung:
Folgende Punkte müssen für die Implementation beachtet werden:
- FB_PowerMeasurement_TcPfw: Dieser Baustein muss entsprechend der Klemmenanzahl instanziiert werden.
- ST_TcPfw_PowerMeasurement_Cfg: Muss als ARRAY entsprechend der Klemmenzahl angelegt werden.
- ST_TcPfw_PowerMeasurment_Ctrl: Muss als ARRAY entsprechend der Klemmenzahl angelegt werden.
- ST_TcPfw_xL3403_State: Muss als ARRAY entsprechend der Klemmenzahl angelegt werden. Auch dann, wenn keine xL3403 im Einsatz ist.
Die von der Bibliothek bereitgestellten Mapping-Strukturen für das Mapping zur Leistungsmessklemme müssen verwendet werden und dem FB_PowerMeasurement_TcPfw Baustein als Adresse übergeben werden.
Hinweis | |
Die Pointer-Adresse und der hinterlegte Klemmentyp müssen zu jeder Zeit übereinstimmen. Andernfalls gibt es falsche Speicherzugriffe. |