Beschreibung
Voraussetzung für die Nutzung der Funktionalität Taper-Link ist eine 2-Pfadkonfiguration.
Die Werkzeugradiuskorrektur ermöglicht die Programmierung einer Kontur des Werkstücks unabhängig von der Geometrie des Werkzeugs. Wenn die Werkzeugradiuskorrektur angewählt ist (G41, G42), wird eine Werkzeugbahn berechnet, die äquidistant zu dieser programmierten Werkzeugkontur im Abstand des "Werkzeugradius" ist.

Bei der Erzeugung eines äquidistanten Pfades fügt die Werkzeugradiuskorrektur Konturelemente ein, um eine Richtung kontinuierliche Kontur (C1) zu erhalten. Das Einfügen von Konturelementen durch die Werkzeugradiuskorrektur ist pfadspezifisch und abhängig von den geometrischen Übergängen jeder Kontur. Dadurch haben die beiden Konturen eine unterschiedliche Anzahl von geometrischen Elementen.
Die Taper-Link-Funktion synchronisiert nun die Referenz- (untere) und die Sekundärbahn (obere) so, dass die ursprünglich programmierte Verbindung (Drahtneigung) zwischen den beiden Bahnen erhalten bleibt.

Jede Geometrie (linear, kreisförmig) in einer Kontur kann zu einer Ausgleichsbewegung in der anderen (linearen) Bahn führen.
Die Funktionalität wird durch den NC-Befehl #TRC [TAPERLINK=1/2/3] bei aktiver Werkzeugradiuskorrektur (G41/G42) aktiviert.
Die Reihenfolge der NC-Befehle ist nicht vorgegeben.
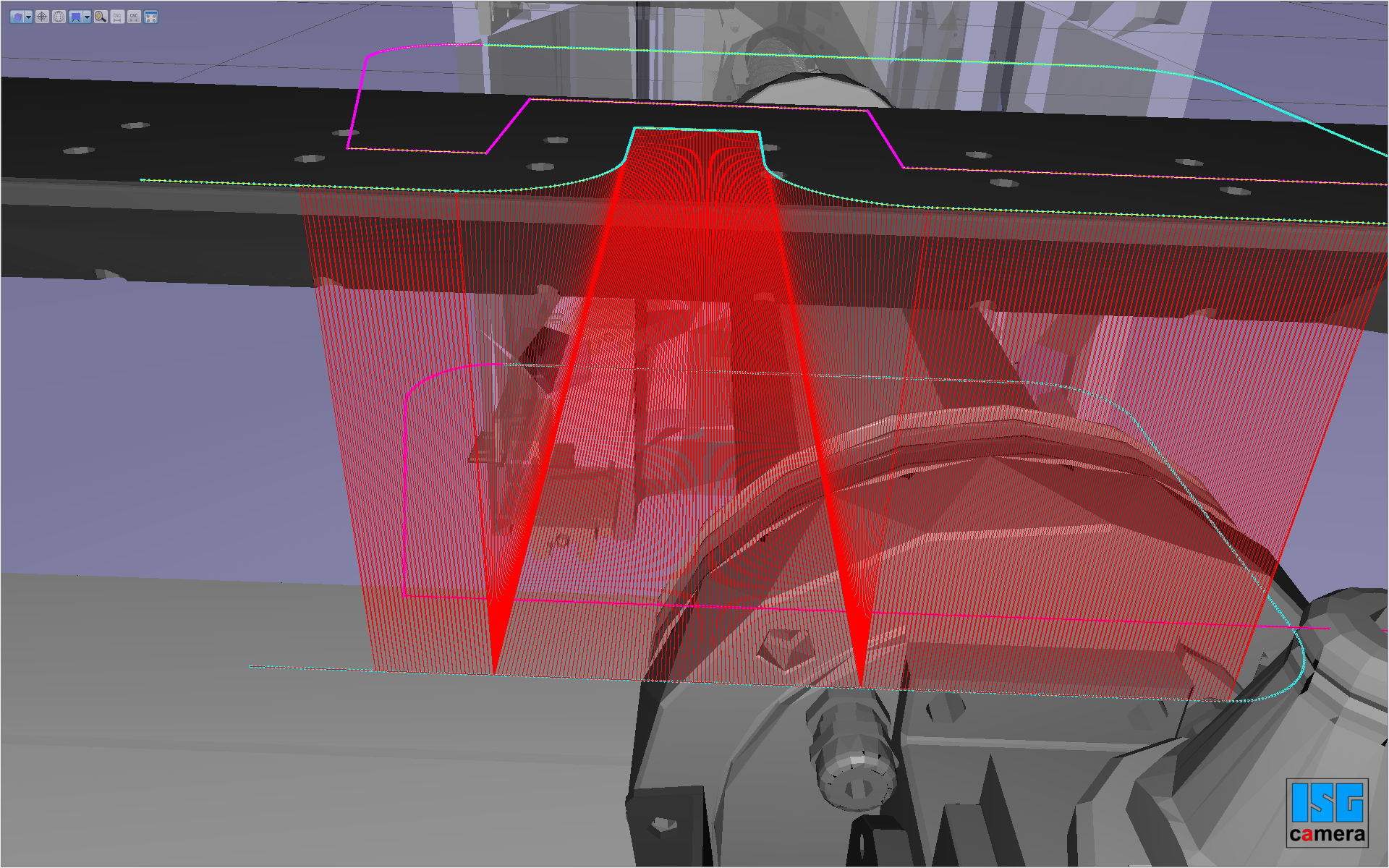
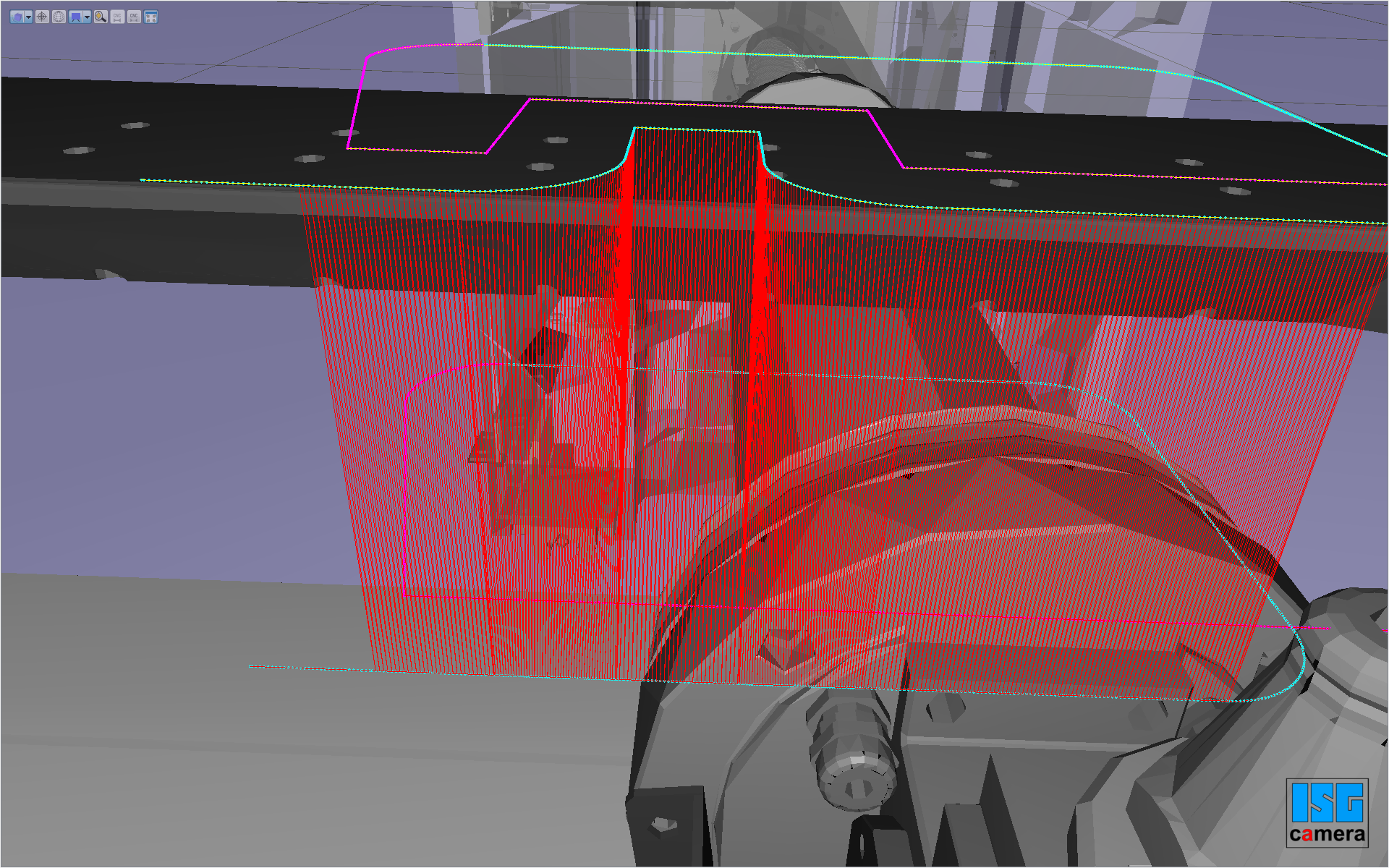
Prinzipdarstellung bei Taper-Link-Funktion (inaktiv/aktiv)


Die Taper-Link Funktionalität anhand einer einfachen Geometrie veranschaulicht (inaktiv/aktiv):