Beschreibung
Voraussetzung:
Für die Nutzung der Online-Werkzeugradiuskorrektur muss die erzeugte Parallelbahn der statischen Werkzeugradiuskorrektur im Nicht-Echtzeitteil der CNC eine C2-stetige Kontur (d.h. krümmungsstetig) zur Verfügung stellen. Aus diesem Grund ist die Befehlsauswahl im Bereich der statischen Werkzeugradiuskorrektur eingeschränkt.
Die Auflistung verfügbarer und nicht zulässiger Befehle für die Werkzeugradiuskorrektur ist im Unterkapitel Befehlsübersicht zu finden.
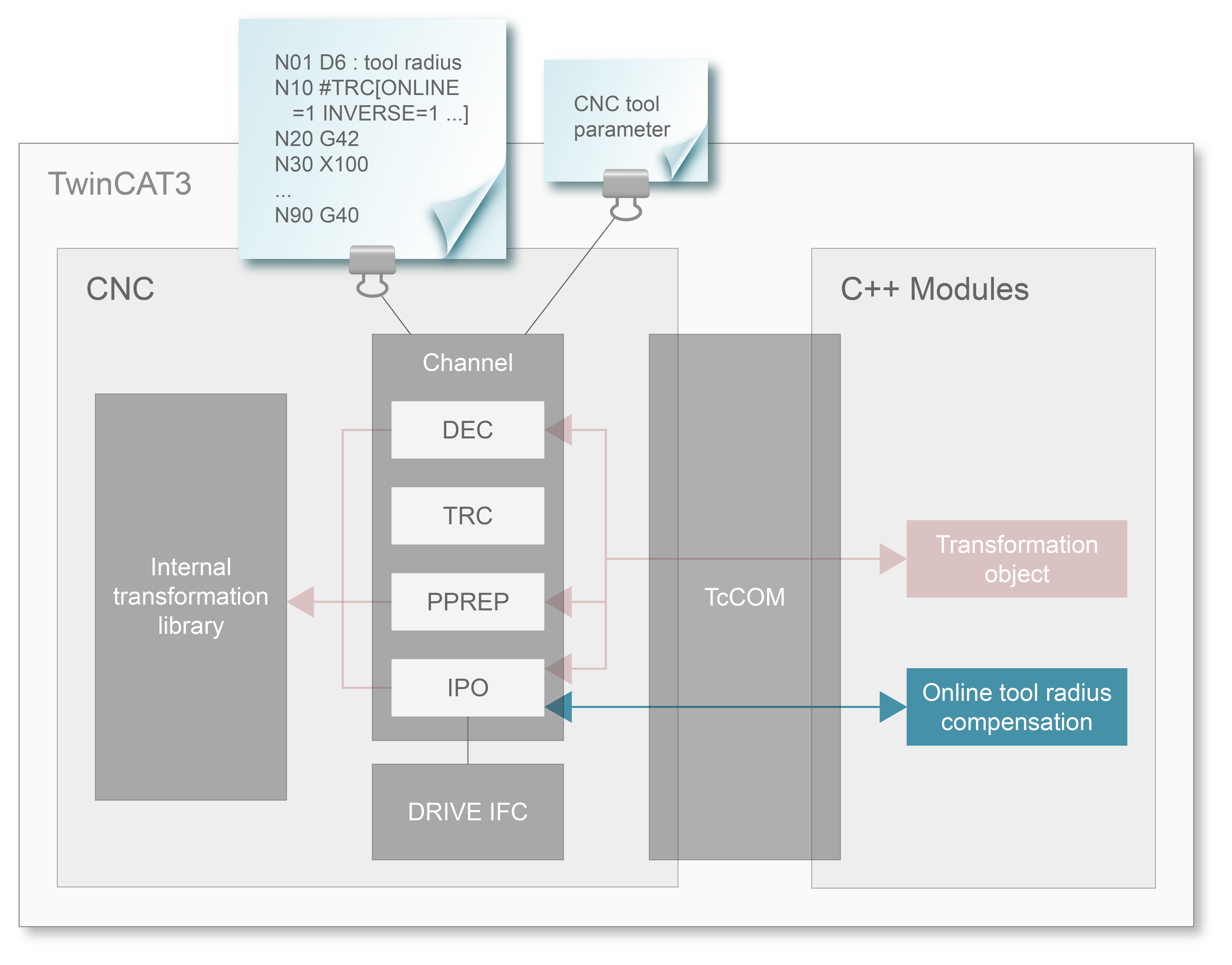
Ablauf im NC-Kanal
Anhand der nachfolgenden Abbildungen wird der prinzipielle Ablauf erläutert.
Über das erstellte NC-Programm wird im Nicht-Echtzeitteil der CNC eine Parallelbahn bestimmt, für die eine Dynamikplanung durchgeführt wird.
Die Dynamikplanung mit dieser Parallelbahn ist für die Online TRC nur bei kleinen Radien (ca. < 1 mm) und kleinen Schrägstellungen des Werkzeugs (ca. < 15 °) ausreichend genau. Die durch die Online TRC generierte abweichende Bahn wird dynamisch nicht berücksichtigt. Im Extremfall können dadurch Beschleunigungsüberschreitungen auftreten.
Im Echtzeitteil der CNC wird, ausgehend von dieser dynamisch geplanten Bahn, erneut auf die programmierte Bahn zurückgerechnet. Auf diese folgt dann die Online-Werkzeugradiuskorrektur, die in jedem Takt die Korrekturen berechnet.

Mehrpfad-Konfiguration und Werkzeugradiuskorrektur
Die Werkzeugradiuskorrektur erlaubt die Programmierung von 2 Pfaden in einer NC-Zeile, siehe PROG Kapitel: 2-Pfadprogrammierung. In jedem Pfad werden die Parallelbahn und die Dynamikplanung unabhängig vom jeweils anderen Pfad durchgeführt. Zum Zeitpunkt der Interpolation werden beide Pfade wieder synchronisiert ausgegeben.
Voraussetzung dafür ist der gesetzte Parameter P-CHAN-00550:

Basierend auf der „Rückgerechneten programmierten Bahn“ kann der Anwender die eigene Online-Werkzeugradiuskorrektur einbringen.
Anwendungsbeispiel
Die Nutzung des TcCOM-Objekts in Verbindung mit einer 2-Pfad-Anwendung ist eine Einsatzmöglichkeit. Bei schräg stehendem Werkzeug (Draht) wird dabei in der Ebene aus dem Werkzeugradius eine Ellipse.
