SURFACE und Fünfachsbearbeitung
Programmierbeispiel
Surface
%L uprg_secant
N010 #HSC ON[SURFACE PATH_DEV 0.1]
N020 #SLOPE [TYPE=HSC]
N030 P5 = 80 ( Radius )
N040 P3 = 64 ( Anzahl Stützpunkte )
N050 P4 = 360/P3 ( Winkelstufung )
N060 G01 X-P5 F20
N070 X0
N080 $FOR P1=1, P3, 1
N090 P2=P1*P4 F20
N100 X=P5*SIN[P2] Y=P5*[1.0-COS[P2]] C[-90+P2]
N110 $ENDFOR
N120 XP5
N130 M29
%Main
N140 #KIN ID[9]
N150 #TRAFO ON
N160 A90 C-90
N170 LL uprg_secant
N180 #TRAFO OFF
N190 M30
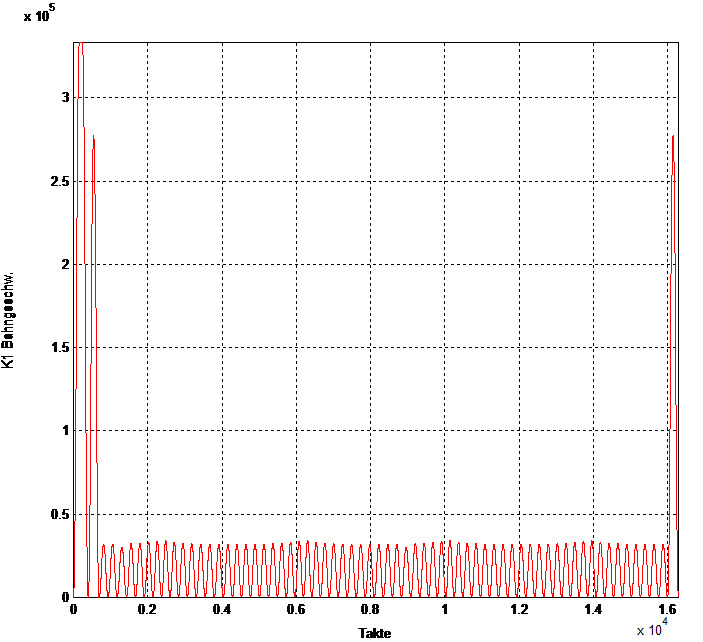
Der Vorschub schwankt aufgrund der Unstetigkeit in der rotatorischen Achse sehr stark.

Bei aktiver Splinefunktion ist die Bahngeschwindigkeit konstant. Die programmierte Bahngeschwindigkeit kann aufgrund der begrenzten Rotationsgeschwindigkeit der Orientierungsachse nicht erreicht werden. Da sich zusätzlich dazu der Bewegungsanteil der Rotationsachse aufgrund der konstanten Konturkrümmung nicht ändert, kann auch das Geschwindigkeitsniveau auf der Bahn konstant gehalten werden.