Messtasterkorrektur
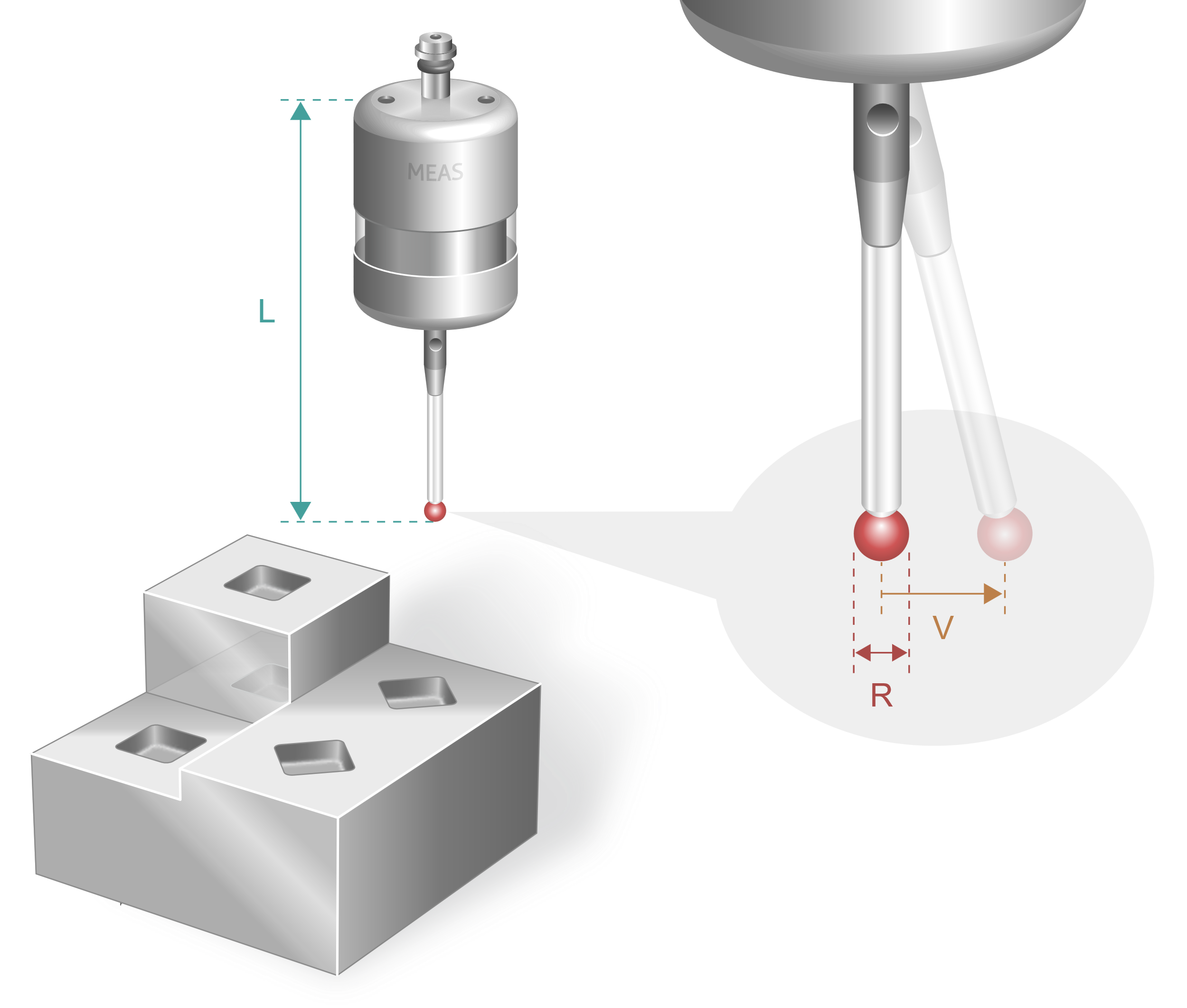
Die Messzyklen nehmen nicht nur einen einzelnen Messpunkt auf, sondern führen zusätzlich eine automatische Korrektur des Messergebnisses durch. Diese Korrektur basiert auf den Werkzeugdaten des aktiven Messtasters (siehe Konfigurationsdatei ) und berücksichtigt:
- den Radius der Messtasterkugel (V.G.WZ_AKT.R)
- die Verschiebung der Messtasterspitze in X und Y (V.G.WZ_AKT.V.X / V.G.WZ_AKT.V.Y)
- die Länge des Messtasters (V.G.WZ_AKT.L), die über die Werkzeuglängenkorrektur im PCS-System bereits verrechnet wird
 | Die genannten Parameter werden bei der Kalibrierung des Messtasters ermittelt. Eine korrekte Kalibrierung ist Voraussetzung für korrekte Messergebnisse. |
Korrektur bei seitlicher Messung (XY-Ebene)
Wird in der XY-Ebene gemessen, korrigiert der Zyklus den gemessenen Punkt um:
- den Messtasterradius entlang der Messrichtung
- die Verschiebung (Offset) in X und Y, unter Berücksichtigung der aktuellen Spindelposition
Korrektur bei vertikaler Messung (Z-Achse)
Bei einer Messung in Z wird die Messtasterlänge über die aktive Werkzeuglängenkorrektur im PCS-System automatisch berücksichtigt. Eine zusätzliche Radiuskorrektur in XY findet nicht statt.