Synchronbetrieb
Bei aktivem Synchronbetrieb wird für gekoppelte Spindelachsen die Spindelbeauftragung von der Masterspindel auf die Slavespindeln abgebildet, d.h. es erfolgt eine implizite parallele Beauftragung der Slaveachsen.
Die Definition von Kopplungsvorschriften von Spindelachsen erfolgt analog zu der von Bahnachsen [PROG//Synchronbetrieb].
Die gekoppelten Spindeln werden parallel beauftragt. Es erfolgt keine takt-synchrone Kopplung von Sollwerten.
Es entfällt die sonst erforderliche gesonderte Beauftragung der Slavespindel bzgl. Drehzahl oder Positionierbefehlen im NC-Programm sowie bzgl. der Technologiefunktionen und deren Quittierungen.
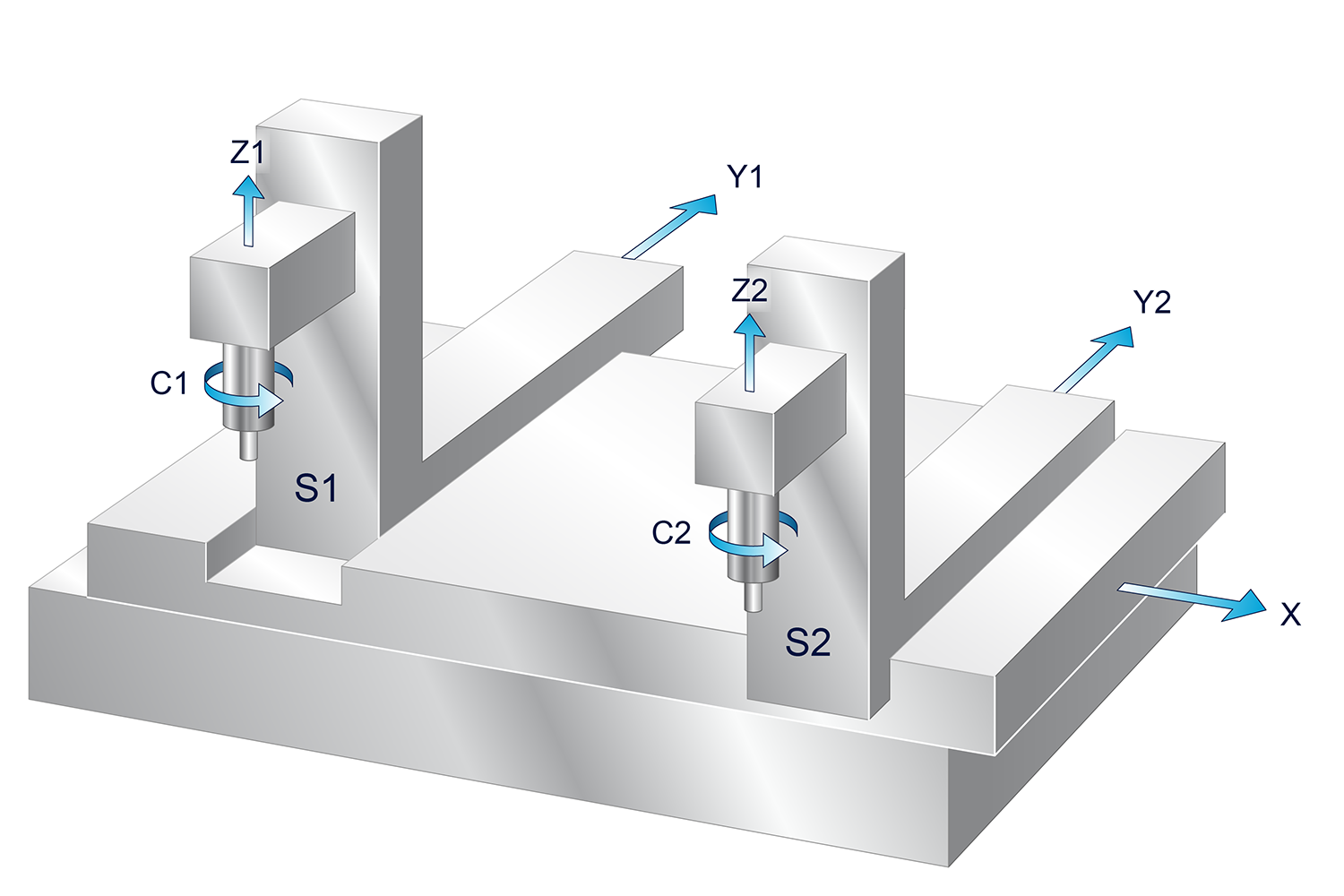
Eigenschaften: |
2 Achssysteme mit gemeinsamer X Achse |
Master System: X, Y1, Z1,C1, S1 |
Slave System: Y2, Z2, C2, S2 |
Standardbelegung in den Kanalparametern
In den Kanalparametern [CHAN//Einstellungen für den Synchronbetrieb] können in der Kopplungsgruppe 0 Spindeln für einen Synchronbetrieb als Kopplungspaare vorbelegt werden:
Parameter
P-CHAN-00037 | logische Nr. Masterachse |
P-CHAN-00038 | logische Nr. Slaveachse |
P-CHAN-00061 | Betriebsart (für Spindelachse: 1) |
Programmierbeispiel
Vorbelegung von Achskopplungen:
Programmierung
Im NC-Programm wird der Synchronbetrieb von Spindeln über folgende NC-Befehle [PROG//An- und Abwahl von Achskopplungen] programmiert:
Definition einer Kopplungsvorschrift:
#SET AX LINK[…]
Anwahl Synchronbetrieb:
#ENABLE AX LINK[…]
Abwahl Synchronbetrieb:
#DISABLE AX LINK
Die Standardbelegung in den Kanalparametern kann im NC-Programm mit
#ENABLE AX LINK[0]
angewählt werden.
 | Synchronbetrieb für Spindeln ist nicht in Verbindung mit Drehfunktionen verwendbar |