Einzelschrittbetrieb auf Satznummern
Satznummer
Bei aktiviertem Einzelschrittbetrieb stoppt die CNC vor jedem neuen Bewegungssatz (siehe P-CHAN-00015) und wartet auf eine Quittierung von der SPS.
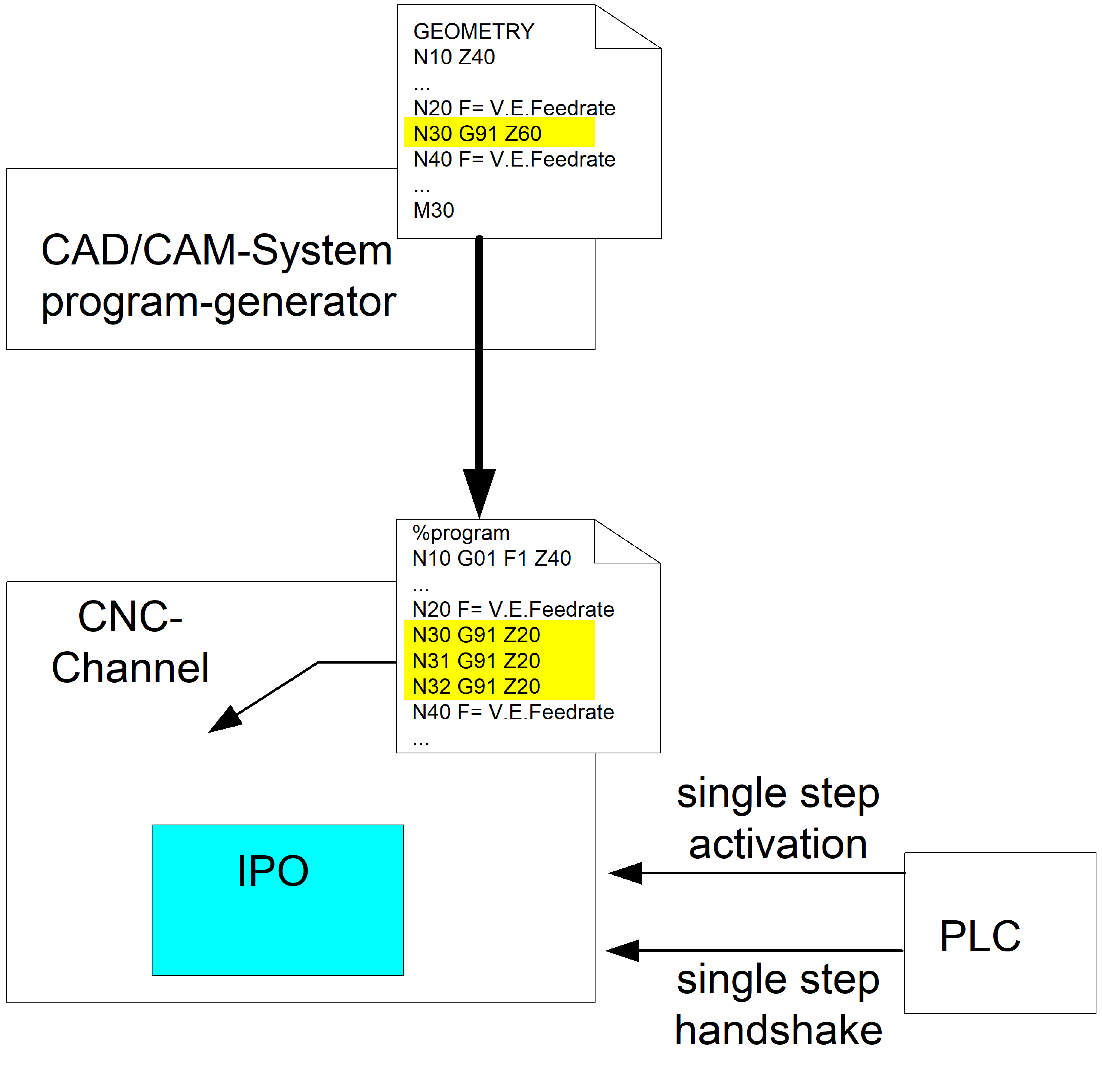
Wurde das NC-Programm automatisiert, basierend auf CAD/CAM-Daten, durch einen Postprozessor generiert, so kann eine ursprüngliche Geometrieinformation zu mehreren NC-Bewegungssätzen führen. In diesem Fall sollte ein Einzelschritt mit der ursprünglichen Granularität der CAD/CAM-Daten korrelieren und nur auf der ursprünglichen Geometrieauflösung stoppen.
Ein weiterer Anwendungsfall kann sein, dass der Einzelschrittbetrieb explizit auf einzelnen Sätzen unterdrückt werden soll.
Syntax: | |
#SINGLE STEP [ RESOLUTION<value> ] | modal |
Satznummernbezogene Einzelschrittauflösung
Mit der Option RESOLUTION kann der Anwender eine satznummernbezogene Einzelschrittauflösung definieren:
0: Aus, kein Einzelschritt auf Satznummern bezogen,
Stopp vor jeder NC-Zeile
1: Der Einzelschritt stoppt vor jeder neu programmierten NC-Satznummer
> 1: Es wird vor jedem Satz angehalten, der ganzzahlig ohne Rest geteilt
werden kann.
<Ganzzahliges Ergebnis> = <Satznummer> / <Auflösung>
< 0: Unzulässiger Wert für die Einzelschrittauflösung, es wird eine Fehler-
meldung ausgegeben.
Programmierbeispiel
Die Einzelschrittauflösung RESOLUTION auf Satznummern wurde auf 10 eingestellt.
In diesem Fall wird vor jedem Satz angehalten, der ganzzahlig ohne Rest durch 10 geteilt werden kann.
Im kursiv dargestellten Bereich wird im Einzelschrittmodus nicht angehalten. Die schwarzen Linien stellen den Einzelschrittstopp dar.
 | Um eine effektive Diagnose zu gewährleisten, sollten alle NC-Zeilen grundsätzlich mit einer eindeutigen Satznummer versehen werden |
Programmierbeispiel
Satznummerierung mit Anwenderauflösung (10er Schritte) und interner Nummerierung (1er Schrittweite).