Messen mit externer Messhardware
Grundlage
Falls bei der Messfahrt die Ansteuerung einer externen Messhardware erforderlich ist, kann die externe Messschnittstelle zwischen CNC und SPS verwendet werden. Die CNC informiert die SPS über den Beginn und das Ende einer Messfahrt, so dass die SPS entsprechend die Messhardware ein- und ausschalten kann.
Hierbei werden zwei verschiedene Modi unterstützt:
- PLC_EXT_LATCH_CONTROL: hier schreibt die SPS die ermittelte Messposition direkt auf die Control Unit probing_position
- PLC_EXT_LATCH_CONTROL_TIMESTAMP: hier schreibt die SPS den Zeitpunkt des Messereignisses auf die Control Unit timestamp, anhand dessen berechnet die CNC den Messwert.
CNC – SPS
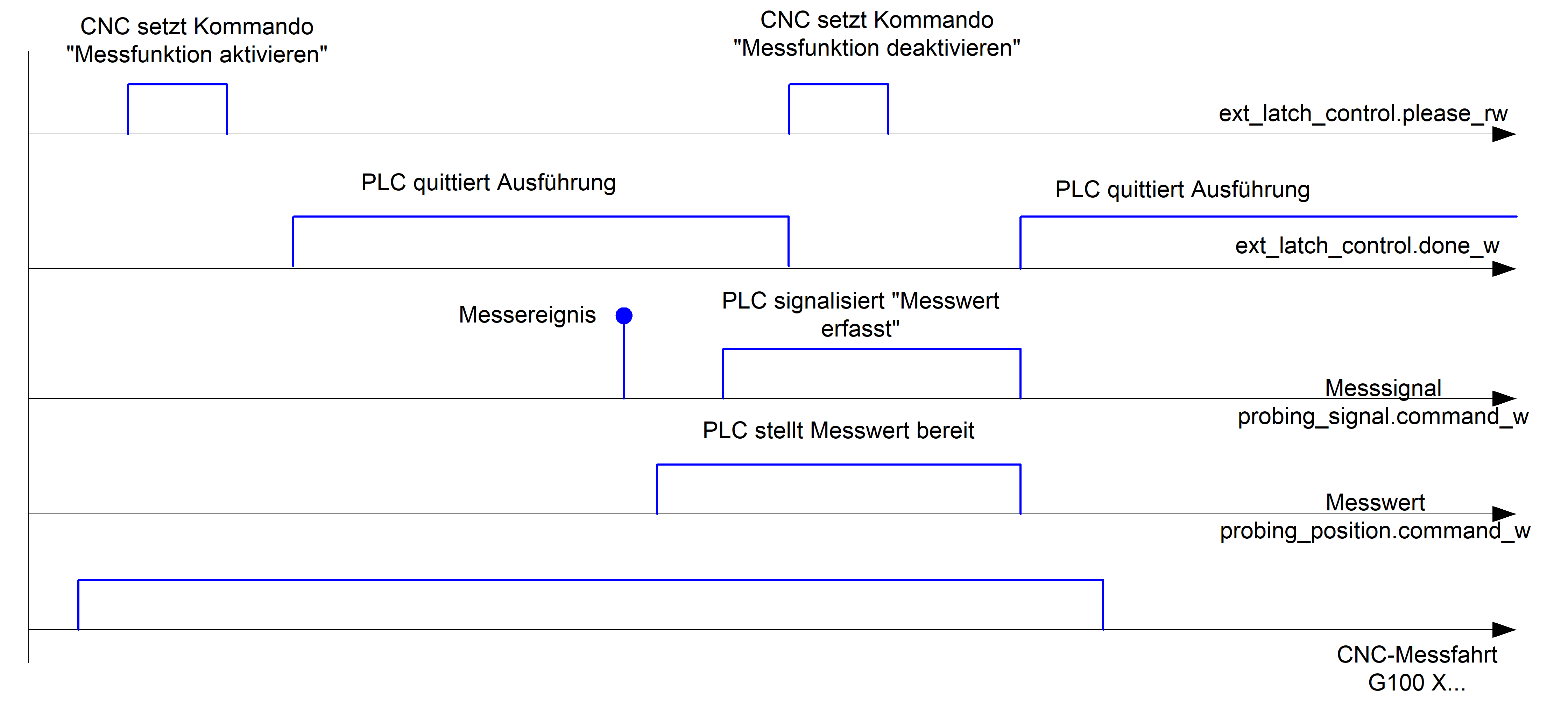
Bei Beginn einer Messfahrt schreibt die CNC den Auftrag „Probe aktivieren“ mit der gewünschten Parameter-Nummer des Messeingangs und relevanten Flanke in die Schnittstelle und setzt please_rw = TRUE.
Nach Lesen (please_rw = FALSE) und Aktivieren der Messhardware quittiert die SPS den Auftrag mit done_w = TRUE). Entsprechend signalisiert die CNC das Ende der Messfahrt bei erfolgreichem Positionslatch oder Abbruch mit CNC-Reset. Zu beachten ist, dass diese Aufträge von der SPS immer quittiert werden müssen.
Weitere Informationen zum Aufbau der Schnittstelle können der HLI Dokumentation ([HLI]) entnommen werden.
Nach Auftreten des Messereignisses schreibt die SPS die ermittelte Messposition oder den Zeitstempel in die entsprechenden Control Unit und signalisiert anschließend das aufgetretene Messereignis in der Control Unit probing_signal. Die Anbindung und Verknüpfung der Zeitstempelklemme ist analog zu „Messen mit Distributed Clocks Zeitstempel“.
 | Bei Verwenden der externen Messschnittstelle ist das Messsignal der Control Unit probing_signal nicht von der relevanten Messflanke P-AXIS-00518 abhängig. Eine positive Flanke signalisiert immer das erfolgreiche Erfassen eines Messwerts in der externen Messhardware. |
| Falls die Control Unit probing_position bei Auftreten des Messereignisses nicht aktiviert ist, wird als Messwert der aktuelle Istwert zum Zeitpunkt des Auftretens des Messsignals verwendet. |
Achsparameter
Die folgenden Achsparameter werden beim Messen mit dem CNC-SPS Interface benötigt:
P-AXIS-00516 | Anwahl der externen Messschnittstelle: kenngr.measure.signal PLC_EXT_LATCH_CONTROL oder kenngr.measure.signal PLC_EXT_LATCH_CONTROL_TIMESTAMP |
P-AXIS-00517 | Nummer des verwendeten Messeingangs kenngr.measure.input 4 |
P-AXIS-00518 | Relevante Messflanke: kenngr.measure.edge NEG |
Alternativ kann die Messschnittstelle auch im NC-Programm über den #MEAS Befehl (siehe [PROG//Erweiterte Programmierung]) aktiviert werden.