Beispiel 1b: CNC-Spindel, intern und durch PLC synchronisiert
Programmierbeispiel
CNC-Spindel, intern und durch PLC synchronisiert
Initialisierung in der Achsparameterliste:
kenngr.achtstyp 0x00000004 Spindel
Initialisierung in der Kanalparameterliste:
spindel[0].m3_synch 0x00020002 MVS_SVS, PLC_INFO
spindel[0].m4_synch 0x00020004 MVS_SNS, PLC_INFO
spindel[0].m5_synch 0x00000004 MVS_SNS
spindel[0].m19_synch 0x00000004 MVS_SNS
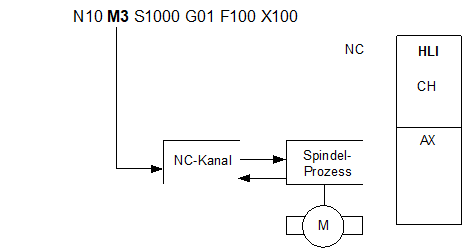
Die Vorschubbewegung X100 wird gestartet, nachdem sowohl die Spindel als auch die PLC die Ausführung des Kommandos M3 bestätigt haben.