Information an PLC
Werkzeugwechsel
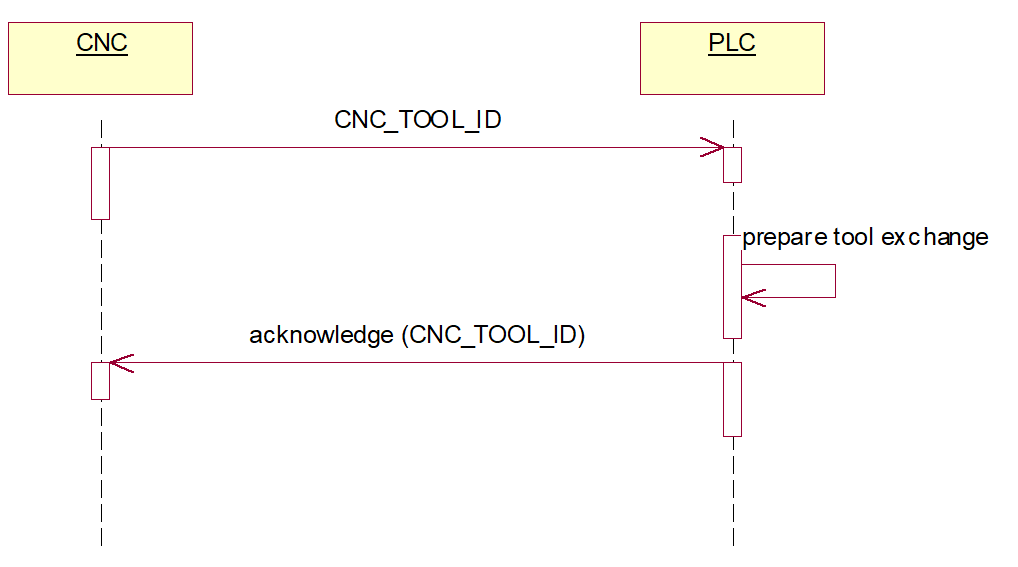
Bei jedem programmierten T<i> bzw. #TOOL PREP teilt die CNC während der NC-Programmdekodierung die Werkzeugnummer an die PLC mit, sofern dies in der Kanalparameterliste eingeschaltet ist (P-CHAN-00087).
Diese Vorabinformation kann von der externen Werkzeugverwaltung genutzt werden, um einen Werkzeugwechsel zeiteffizient vorzubereiten (Reinigen des Werkzeuges, Drehen des Tellerwechslers, etc.).
Bei der Anfrage der CNC an die PLC werden folgende Daten (CNC_TOOL_ID) übertragen, wobei die T-Nummer im Element basic eingetragen ist:
basic | : DINT; |
sister | : DINT; |
variant | : DINT; |
sister_valid | : BOOL; |
variant_valid | : BOOL; |
Die PLC muss den Empfang durch Zurücksenden der identischen Nachricht quittieren.
Programmierbeispiel
Werkzeugmanager im PLC-Programm
...
(* CNC teil den Werkzeugwechsel T<i> (während Programm- dekodierung) mit *)
ELSIF RInd.IDXGRP = ADS_IGRP_TOOL_INFO_WRITE THEN
(* CNC writes tool life data *)
pTid := RInd.DATAADDR;
BasicToolId := pTid^.basic;
IF BasicToolId <= MAX_TOOLS THEN
(* save actual requested tool T<nr> *)
(* Tool id in valid range *)
RRes.LEN := SIZEOF(pTid^);
RRes.DATAADDR := pTid;
RRes.RESULT := ADS_RDWRT_IND_NO_ERROR;
ELSE
(* no data transmitted in the reposnse *)
RRes.LEN := 0;
RRes.DATAADDR := 0;
RRes.RESULT := WZV_TOOL_ID_BASIC_INVALID;
END_IF
ELSE