Productivity Diagnosis 3Ch

Der Algorithmus Productivity Diagnosis 3Ch berechnet die Produktivität des Prozesses während eines Produktionsintervalls. Die folgende Abbildung illustriert schematisch den Zusammenhang zwischen dem Produktionsprozess und den einzelnen Produktionszyklen.

Das Produktionsintervall kann durch den Eingang Is Producing gestartet und gestoppt werden. Während der Ausführung des Produktionsintervalls werden die Produktionszyklen gezählt. Jeder Produktionszyklus entspricht einem produzierten Teil. Ein Produktionszyklus wird mit einer Flanke an Start Cycle gestartet und mit einer Flanke an Stop Cycle gestoppt. Die Produktivität über gesamte Produktionsintervall (Productivity) wird nach dem Stoppen des Intervalls, wenn das Signal Is Producing die Bedingung für Threshold Level Producing nicht mehr erfüllt, berechnet. Hierbei werden die vollständigen Produktionszyklen und demnach alle fertig gestellten Teile berücksichtigt. Die Produktivität ergibt sich als das Verhältnis der tatsächlich produzierten Teile pro Zeit und des Sollwerts der in einer bestimmten Zeit zu produzierenden Teile. Der Ausgang Productivity Last Cycle errechnet sich aus der für den letzten Produktionszyklus benötigten Zeit bezogen auf die konfigurierte Zeit für ein Teil. Eventuelle Pausenzeiten zwischen den Zyklen werden dabei nicht berücksichtigt. Der Ausgang Expected Productivity schätzt die Gesamtproduktivität während des Produktionsintervalls. Dafür erfolgt eine Hochrechnung der bisherigen Produktionszeit auf die Gesamtproduktivität für den Sollwert der zu produzierenden Teile. Der Algorithmus kann mit dem Sollwert der produzierten Teile (Produced Pieces) innerhalb eines konfigurierten Intervalls (Production Time) konfiguriert werden, z. B. 1 Teil in 30 Sekunden oder 50 Teile pro Stunde.
Optional kann ein boolesches Signal für den Eingang Enable Execution ausgewählt werden, sodass der Algorithmus nur aktiv ist, wenn der Wert des ausgewählten Signals TRUE ist.
Konfigurationsoptionen
- Type of the Edge: Gibt an, ob der Algorithmus auf eine steigende oder eine fallende Flanke reagieren soll. Kann für jede Schwelle einzeln konfiguriert werden.
- Threshold Level Producing: Schwelle von Input Producing an der jeweiligen Flanke. Wenn das Signal diese Schwelle passiert, wird das Production Time Interval gestartet.
- Threshold Edge Start Cycle: Schwelle von Input Start Cycle an der jeweiligen Flanke. Wenn das Signal diese Schwelle passiert, wird der Produktionszyklus gestartet.
- Threshold Edge Stop Cycle: Schwelle von Input Stop Cycle an der jeweiligen Flanke. Wenn das Signal diese Schwelle passiert, wird der Produktionszyklus gestoppt.
- Produced Pieces: Sollwert der produzierten Teile während des konfigurierten Zeitintervalls (Production Time).
- Production Time: Zeitintervall der Produktionszeit. Es kann in Tagen, Stunden, Minuten oder Sekunden konfiguriert werden.
- Tolerance (optional): Toleranzwert für die Vergleiche Equal / NotEqual.
Ausgangswerte
- Producing: Gibt an, ob das Produktionsintervall aktiv ist.
- Productivity: Produktivität des gesamten Produktionsintervalls in Prozent.
- Productivity Last Cycle: Produktivität des letzten Produktionszyklus in Prozent.
- Expected Productivity: Schätzt die Produktivität des Produktionsintervalls. Angabe in Prozent.
- Elapsed Time: Zeitspanne seit dem Start des Produktionsintervalls.
- Production Cycles: Anzahl der vollständigen Produktionszyklen im aktuellen Produktionsintervall.
Standard HMI Controls
Für den Algorithmus Productivity Diagnosis 3Ch sind die folgenden HMI Controls für die Generierung eines Analytics Dashboards verfügbar:
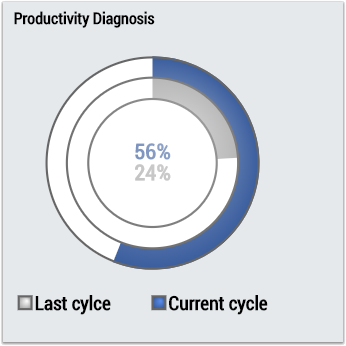
1. Das ProductivityDiagnosis Control visualisiert die Ausgangswerte Productivity und Productivity Last Cycle.
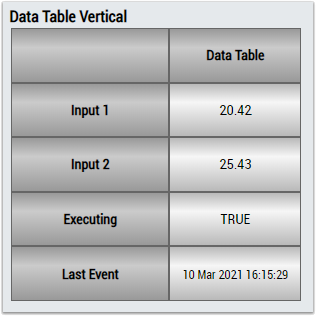
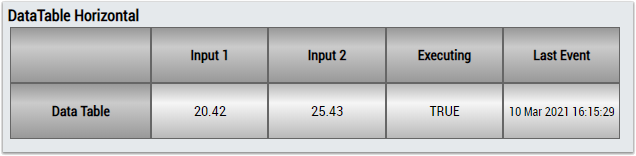
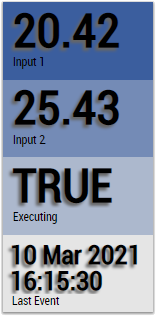
2. Das Table Control oder Multivalue Control visualisiert alle Ausgangswerte: New Result, Producing, Cycle Finished, Productivity, Productivity Last Cycle.
Alternativ können im Algorithmus Productivity Diagnosis 3Ch mit dem Mapping Wizard kundenspezifische HMI Controls gemappt werden.