Gliederung der Werkzeugdaten
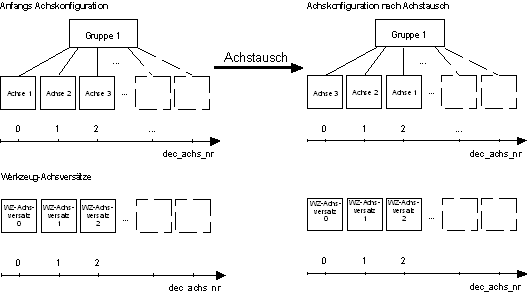
Die Werkzeugdaten bestehen für jedes Werkzeug aus der Angabe von Werkzeuglänge, Werkzeugradius, Werkzeugachsversätzen, einer Gültigkennung, der Werkzeug-maßeinheit und Werkzeugdynamikdaten. Der für die Werkzeugachsversätze anzu-gebende Feldindex entspricht der kanalinternen Achsindizierung (Bild 1.1, dec_achs_nr). Die Anfangs-Achskonfiguration des NC-Kanals wird in der Kanalparameterliste festgelegt [Kanalparameter].

Wird die Achskonfiguration durch Achstauschbefehle (#CALL AX, #PUT AX, SET AX [Programmierung]) geändert, so ändert sich auch die Zuordnung der Werkzeugachsversätze zu den logischen Achsen (Bild 1.2).
Die Zuordnung der Werkzeuglänge zu einer Achse ist in [4] beschrieben.
 | Momentan sind nur Achskonfigurationen mit einer Gruppe möglich [Kanalparameter], so daß gilt:"dec_achs_nr" = "achsen_idx" |
Wertebereiche von Parametern werden ggf. auch durch Angabe einer Grenze, die sich aufgrund des Datenformats ergibt, z.B. mit MAX(UNS32) etc., definiert.