Moduloprogrammierung bei Absolutmaßangabe
Programmierbeispiele
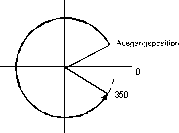
G90 G1 C+350 ↔ Gehe zu Position 350 in + Richtung
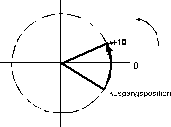
P1 =+10
G90 G1 C+P1 ↔ G1 C+10 ↔ Gehe zu Position 10 in + Richtung
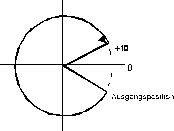
P1= -350
G90 G1 C-P1 ↔ G1 C-(-350) ↔ G1 C-(10) ↔ Gehe zu Position 10 in - Richtung
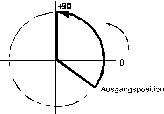
G90 G1 C+450 ↔ G1 C+(450 mod 360) ↔ Gehe zu Position 90 in + Richtung
Beispiele für korrekte Programmierung:
C+200 Drehe in positiver Richtung auf Position 200 C-200 Drehe in negativer Richtung auf Position 200 C+-200 Drehe in positiver Richtung auf Position -200 (= +160) C+[-200] Drehe in positiver Richtung auf Position -200 (= +160) C--200 Drehe in negativer Richtung auf Position -200 (= +160) C-[-200] Drehe in negativer Richtung auf Position -200 (= +160) C200 Drehe auf kürzestem Weg auf Position 200 C[+200] Drehe auf kürzestem Weg auf Position 200 C[-200] Drehe auf kürzestem Weg auf Position 200
Beispiele für falsche Programmierung:
Keine, da das erste Vorzeichen nach dem Achsname immer die Drehrichtung bestimmt und jedes weitere Vorzeichen als zur Positionsangabe gehörig interpretiert wird.
Hinweis | |
Die Programmierung von 2 Vorzeichen (Richtung und Position) ist nur zulässig, wenn die Achse vom Achsmode "Modulo" ist (P-AXIS-00015)[2]-9. Die Positionierung auf kürzestem Weg erfolgt immer dann, wenn kein Vorzeichen direkt nach dem Achsnamen programmiert wurde. |