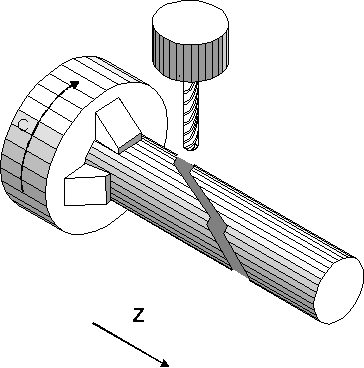
Modus 3: Mantelflächenbearbeitung
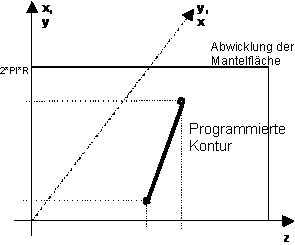
Dieser Modus kann bei Drehmaschinen und Bearbeitungszentren angewählt werden. Die gewünschte Kontur auf der zylindrischen Mantelfläche wird in einem virtuellen Koordinatensystem in Millimeter (oder Inch) programmiert.
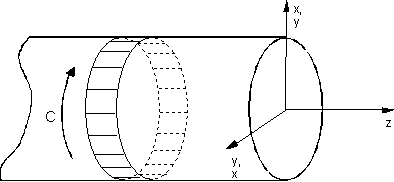
Für die Programmierung der Kontur in kartesischen Koordinaten auf der Mantelfläche stehen die drei logischen Achsen X, Y und Z zur Verfügung. In diesem Modus muss zusätzlich der Bezugsradius R des Werkstückes mit programmiert werden.
Bei der Mantelflächenbearbeitung wird die Hauptebene durch Z-C gebildet.
#CYL [ <Name 1.Hauptachse>, <Name 2.Hauptachse>, <Name 3.Hauptachse><expr> ] <Name 1.Hauptachse> Achsbezeichnung der ersten Hauptachse entsprechend der aktuellen Hauptebene.
<Name 2.Hauptachse> Achsbezeichnung der zweiten Hauptachse entsprechend der aktuellen Hauptebene (virtuelle lineare Achse, Abwicklung).
<Name 3.Hauptachse><expr> Achsbezeichnung der dritten Hauptachse entsprechend der aktuellen Hauptebene mit Angabe des Bezugsradius
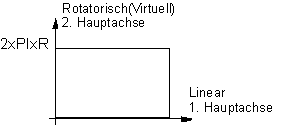
Die Hauptebene (Kreisinterpolation, Werkzeugradiuskorrektur) wird durch die erste und zweite Hauptachse gebildet. Ein Wechsel der Hauptebene durch G17, G18, G19 ist nicht erlaubt.
 | Programmierte Mitschleppachsen sind von der Transformation nicht betroffen. |
Der Modus wird abgewählt durch:
#CYL OFF Durch obigen Befehl wird wieder in den zuvor aktiven Modus zurückgekehrt (z.B Modus 1). D.h., es erfolgt automatisch die Anwahl der aktiven Hauptebene und die Wiederherstellung der zuletzt aktiven Achsversätze.
Programmierbeispiel für Drehmaschinen
Beispiel mit Achsbezeichner "C" für 2. Hauptachse
:
#CAX [S, C]
G01 X60 C45 (Zustell- und Positionierbewegung; X:60mm C:45°)
#CYL [Z, C, X60] (Anwahl Mantelflaechenbearbeitung)
G00 G90 Z0 C0 (Z: 0mm C:0mm!)
G01 C100 F500
G02 Z100 R50
G01 C0
Z0
:
#CYL OFF
#CAX OFF