Gewindeschneiden mit endlos drehender Spindel (G33)Gewindeschneiden mit endlos drehender Spindel (G33)
Syntaxbeispiel für ZX-Ebene (Z Längsachse, X Zustellachse):
G33 Z <expr> K <expr> [ <Spindelname>.OFFSET[ = ]<expr> ] (modal)G33 Gewindeschneiden mit endlos drehender Spindel. Die G33-Funktion ist haltend wirksam. Der nächste Bewegungssatz mit einer haltenden Satzart (G00, G01, G02, G03, Spline, Polynom) wählt das Gewindeschneiden ab.
Z<expr> Zielposition ("Gewindelänge")
K<expr> Die Gewindesteigung wird bei aktivem Gewindeschneiden in der Einheit mm/U ohne Vorzeichen über die Adressbuchstaben I, J und K programmiert. Diese sind gemäß DIN 66025 der X-, Y-, und Z-Achse zugeordnet.
Die Gewindesteigung ist bis zum Programmende haltend wirksam und darf bei Anwahl von G33 nicht Null sein. Der Vorschub wird nicht über das F-Wort programmiert, sondern ergibt sich aus der Spindeldrehzahl und der Gewindesteigung.
Die Steigung von Längsgewinden bzw. Kegelgewinden mit einem Neigungswinkel kleiner als 45° wird über den Adressbuchstaben K angegeben, wenn die Z-Achse Längsdrehachse ist. Bei Plangewinden bzw. Kegelgewinden mit einer Steigung größer oder gleich 45° erfolgt die Angabe der Steigung über I, wenn als Plandrehachse die X-Achse verwendet wird und über J, wenn die Y-Achse verwendet wird. In Abbildung 99 sind Beispiele für die Angabe der Gewindesteigung über die Adressbuchstaben in der Z-X-Ebene dargestellt.
<Spindelname>.OFFSET=<expr> Gewindeversatzwinkel im Modulobereich der Spindel. Optional, ist nur bei mehrgängigen Gewinden erforderlich. Der Versatzwinkel ist bis zum Programmende haltend wirksam. Spindelbezeichnung gemäß[1]-18. Das "="-Zeichen ist optional.
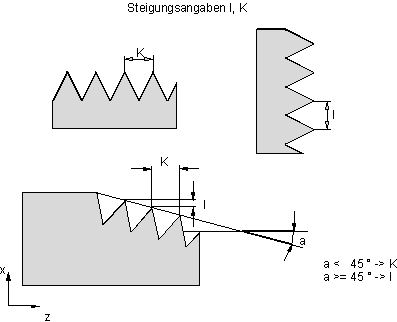 Abb.99: Angabe der Gewindesteigung
Abb.99: Angabe der GewindesteigungProgrammierbeispiele
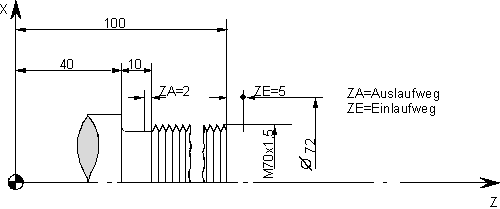 Abb.100: Darstellung der Beispielgeometrie
Abb.100: Darstellung der BeispielgeometrieSchneiden eines Längsgewindes (M70x1.5) in mehreren Schnitten:
%L Laengsgewinde
N100 G33 Z48 K1.5 Gewindegang schneiden
N110 G00 X72 Rückzug und Fahren
N120 Z105 auf Startposition
N130 M29 Unterprogrammende
%G33 (Gewindetiefe 0.92 mm)
N10 G51 Anwahl Durchmesserprogrammierung
N15 T1 D1 M03 S400 Werkzeuganwahl, Spindel starten
N20 G00 X72 Z105 Anfahren
N25 G01 X69.54 F1000 Auf 1. Schnittiefe positionieren
N30 LL Laengsgewinde 1. Gewindeschnitt
N35 G01 X69.08 Auf 2. Schnittiefe positionieren
N30 LL Laengsgewinde 2. Gewindeschnitt
N35 G01 X68.62 Auf 3. Schnittiefe positionieren
N30 LL Laengsgewinde 3. Gewindeschnitt
N35 G01 X68.16 Auf Endtiefe positionieren
N30 LL Laengsgewinde 4. Gewindeschnitt
N35 G01 X68.16 Erneut auf Endtiefe positionieren
N30 LL Laengsgewinde Leerschnitt
N60 M05 X150 Z200 Fahren auf Endposition
N65 M30 Programmende Schneiden eines 2-gängigen Längsgewindes (M70x1.5)
%G33_2 (2 Gewindegaenge, Gewindetiefe 0.92 mm)
N10 G51 Anwahl Durchmesserprogrammierung
N15 T1 D1 M03 S400 Werkzeuganwahl, Spindel starten
N20 G00 X72 Z105 Anfahren
N25 G01 X68.16 F1000 Auf Gewindetiefe positionieren
N30 G33 Z48 K1.5 1. Gewindegang schneiden
N35 G00 X72 Rückzug und Fahren
N40 Z105 auf nächste
N45 G01 X68.16 Startposition
N50 G33 Z48 K1.5 S.OFFSET=180 2. Gewindegang schneiden bei 180°
N55 G00 X72 Rückzug und Fahren
N60 M05 X150 Z200 auf Endposition
N65 M30 Programmende