Schneidenradiuskorrektur (G40/G41/G42)
G40 SRK-Abwahl (modal, Grundzustand)
G41 SRK links der Kontur (modal)
G42 SRK rechts der Kontur (modal)
Die Schneidenradiuskorrektur (SRK) wirkt in der mit G17, G18, G19 angewählten Bearbeitungsebene. In dieser Ebene muss eine der Achsen im Modus "Plandrehen", die andere im Modus "Längsdrehen" betrieben werden.
Als Werkzeugkorrekturwerte werden die unter den D-Worten abgelegten Datensätze verwendet. Bei Drehwerkzeugen ist die Lage der Werkzeugschneide bezüglich der Bearbeitungsebene (Plan-, Längsdrehachse) über eine zusätzliche Kennung 1...9 anzugeben (Abbildung 96).
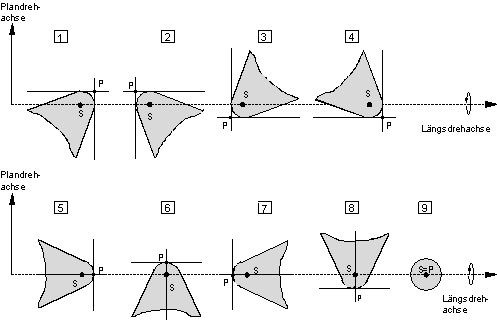 Abb.96: Lage der Drehwerkzeugschneide in der Bearbeitungsebene.
Abb.96: Lage der Drehwerkzeugschneide in der Bearbeitungsebene.Ein typisches Drehwerkzeug wird dann durch folgende Werte / Parameter charakterisiert:
- Werkzeugtyp 1 (Drehwerkzeug)
- SRK-Lage 1...9
- Werkzeugradius Schneidenradius
- Werkzeuglänge --
- Werkzeugversatzmaße (siehe Abbildung 97)
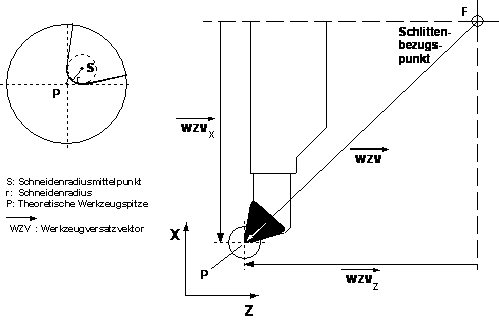 Abb.97: Werkzeugvermessung für Werkzeugversatzkorrektur.
Abb.97: Werkzeugvermessung für Werkzeugversatzkorrektur.Bei der Angabe von Werkzeugachsversätzen ist deren Vorzeichen zu beachten, da es sich um Komponenten des Werkzeugversatzvektors in der Bearbeitungsebene handelt. Für das in Abbildung 97 dargestellte Beispiel eines Drehwerkzeugs haben die Versätze in Richtung der X- und Z-Achse jeweils negatives Vorzeichen.
Ein Wechsel zwischen Drehwerkzeug und Fräswerkzeug ist bei angewähltem G41, G42 erlaubt. Bei absoluter Programmierung, G90, werden die aktuellen Achsversatzmaße des neuen Werkzeugs entsprechend dem Werkzeugtyp im nächsten Bewegungssatz verrechnet.