Werkzeuglängenkorrektur (WLK)
Im Grundzustand wird die Werkzeuglänge in die dritte Hauptachse eingerechnet. Im folgenden Beispiel wird die Werkzeuglängenkorrektur in Z-Richtung durchgeführt. Bei der Anwahl des Korrekturdatensatzes D16 in Satz N30 erfolgt die Ausgleichsbewegung in Z-Richtung gemeinsam mit dem Verfahrdatensatz in N30.
Programmierbeispiel
N10 G01 F900 G17 (X-Y-Ebene; Längenkorrektur in Z+ (default))
N20 X150 Y10 Z10
N30 D16 Y40 Z15 (Anwahl der Längenkorrektur D16. Die)
. (Ausgleichsbewegung wird durchgeführt.)
.
N100 D20 (Anwahl der Längenkorrektur D20. Die)
. (Ausgleichsbewegung erfolgt erst mit dem)
. (nächsten Verfahrsatz in Z-Richtung.)
.
N200 G0 D0 X0 Y0 Z0 (Abwahl der WLK)
Korrekturdatensatz D0 : Länge = 0 Radius = 0
. D16 : Länge = 5 Radius = 5
.
D20 : Länge = 12,5 Radius = 5
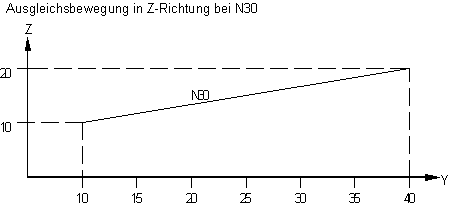 Abb.82: Beispiel zur Werkzeuglängenkorrektur
Abb.82: Beispiel zur Werkzeuglängenkorrektur